Wer Fouad Cheaitani, Head of Sales, Customer
Support and Business Development bei Stellba, und Axel Boi im digitalen Fachgespräch
erlebt, fühlt sich wie der Zuschauer in einem hochklassigen Tischtennis-Match.
Die Bälle fliegen blitzschnell, die
gedanklichen Zuspiele sind präzise, die Rückgaben bringen einen neuen Twist.
Beide sind in ihrem Element, ein eingespieltes Team. Das sichtlich stolz darauf
ist, was sich aus einem ersten Kontakt via LinkedIn entwickelt hat: eine
Entwicklungspartnerschaft und ein AM Cube, der seit der ersten Präsentation auf
der OPEN HOUSE ONLINE im Mai 2020 weitere Optionen und damit Anwendungsvielfalt
hinzugewonnen hat. Doch der Reihe nach …
Kompetenzen vertiefen und erweitern
Als Spezialist für kundenindividuelle
Beschichtungs- und Bearbeitungslösungen verfügt Stellba über umfassende
Kompetenz beim thermischen Spritzen, Schweißen und Plasma-Pulver-Auftragschweißen.
Bereits 2014 begann man, Lasertechnologien anzuwenden und kaufte die erste
Laserschweißanlage für, so Fouad Cheaitani, »XXL-Werkstücke und Komponenten«.Die Ziele der Investition: Die Technologie für den Einsatz bei Stellba zu
optimieren und das Bearbeiten bestimmter Werkstücke auf die Anlage zu
transferieren. Dabei hatte man vor allem die Prozesse im Blick, bei denen
konventionelle Verfahren zwar gute Ergebnisse, aber nicht »Swiss Quality«
lieferten.
Know-how aufbauen, neue Partner suchen und
finden
So baute man sukzessive Know-how auf und
konnte im Mai 2019 mit Fouad Cheaitani einen ausgewiesenen Experten gewinnen.
Er verfügt über umfassende, seit 2003 kontinuierlich vertiefte Erfahrung mit
Lasertechnologien, verfolgt die Entwicklung beim Laserauftragschweißen und
speziell bei der Additiven Fertigung in allen Medien sehr genau. Fouad
Cheaitani hält Vorträge zum Thema und ist bestens mit allen Spezialisten und
Forschungseinrichtungen auf diesem Gebiet vernetzt.
Als Stellba einen Partner suchte, um die
Kompetenzen über das Beschichten hinaus auf den Aufbau von Werkstücken
auszuweiten und Anfragen nach der Fertigung von Kleinserien beantworten zu
können, war Fouad Cheaitani mit einer Reihe von Unternehmen in Kontakt. Die
jedoch seine Vorstellung von einer für beide Seiten profitablen Partnerschaft
nicht erfüllten: »Wir wollten kein fertiges System, das wir uns erst passend
hätten umbauen müssen. Zudem sind wir mit 20 Mitarbeitenden ein verhältnismäßig
kleines Unternehmen und hatten die Befürchtung, dass wir im Konzert mit großen
OEMs nur ein sehr kleines Lied spielen würden.«
Doch, Glück für beide Seiten: Bei seinen
Recherchen wurde Fouad Cheaitani auf die Aktivitäten des Bereichs Additive Fertigung
der CHIRON Group aufmerksam, likte einen Beitrag von Dr. Nasim Bosh und nahm
direkt Kontakt auf. Man tauschte sich online aus, lernte sich auf einer
Veranstaltung der ETH Zürich persönlich kennen und war direkt auf einer
Wellenlänge. Das erste Treffen mit Axel Boi fand im Herbst 2019 statt – und
noch vor Weihnachten waren die Verträge unterzeichnet.
Stellba AG
Gegründet 1957, ist die Stellba AG mit Sitz in Dottikon und großmechanischer Fertigung in Baden heute weltweit gefragter Spezialist für kundenspezifische Beschichtungs- und Bearbeitungslösungen, die Produkte und Komponenten vor Erosion, Abrasion, Korrosion und Oxidation, thermischer Beanspruchung oder Kombinationen verschiedener Verschleißarten schützen. Anwendungsfelder der Hightech-Veredelungen sind Wasserkraftwerke, thermische Kraftwerke, Pumpen und Kompressoren, Komponenten im Hochtemperaturbereich und Wärmedämmschichten (TBC). Stellba agiert als Lohnfertiger oder ist direkter Partner für Kunden in den Märkten Stromerzeugung, Öl und Gas, Marine, Druckindustrie, chemisch-pharmazeutische Industrie. Im eigenen Materiallabor entwickelt man innovative Verfahren und nimmt eine führende Position bei zukunftsorientierten Technologien wie Laserauftragschweißen und additiver Metallbearbeitung ein.
Flexibilität. Bei der Additiven Fertigung, im
Austausch.
Axel Boi war sofort bereit mit Stellba dem
AM Cube in der praktischen Erprobung über die bereits vorhandenen Qualitäten das
beizubringen, was Fouad Cheaitani mit »Phantasie in der Anlage« umschreibt.
Optionen, die sich unter dem Stichwort maximale Flexibilität zusammenfassen
lassen. Denn Stellba ist Dienstleister, die Anforderungen können heute so und
morgen ganz anders sein: Bearbeitung mit 4 oder 5 Achsen, Draht oder Pulver,
Materialauftrag mit Lanze oder Düse, Vorwärmen der Teile auf 300 Grad,
Schweißen unter Argon-Schutzgasatmosphäre im gesamten Arbeitsraum zum Vermeiden
von Oxidation und Porenbildung – jedes
Projekt bringt neue Herausforderungen. Die der AM Cube alle souverän bewältigen
soll.
»Wir wollten kein fixfertiges System, sondern Phantasie in der Anlage, eine Vielzahl an Optionen, mit denen wir als Lohnfertiger unterschiedlichste Aufträge bearbeiten können.«
Fouad Cheaitani
Head of Sales, Customer Support and Business Development bei Stellba
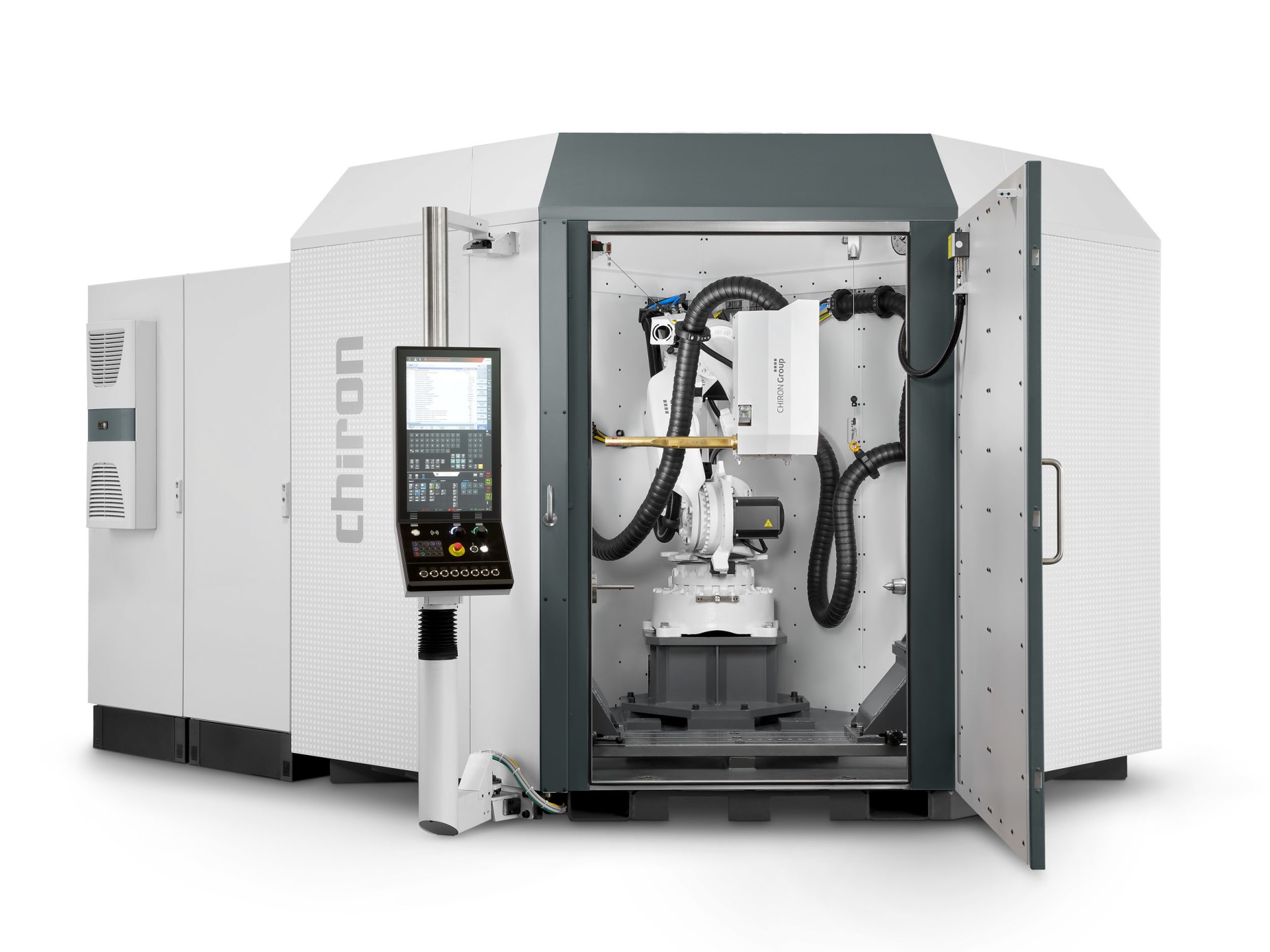
Die Highlights:
Beschichten, 3D-Druck, Reparatur
Automatischer Auftragskopfwechsel
Schweißzusatzwerkstoffe als Draht oder
Pulver
3-, 4- oder 5-achsig
Programmieren in DIN ISO oder CAM
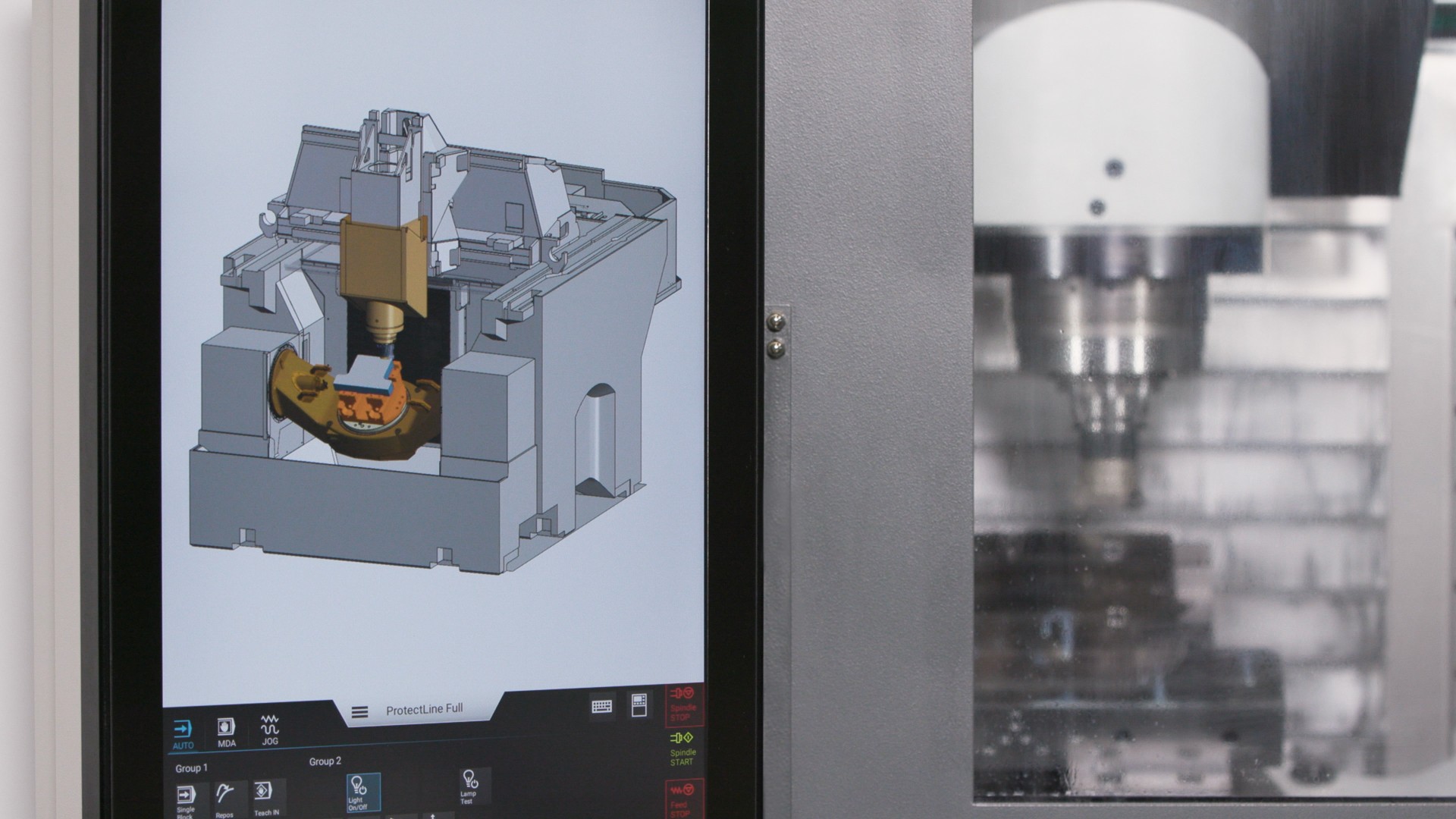
Easy to use mit dem SmartLine-Modul TouchLine
Hohes Tempo, immer
Um diese vielfältigen Vorgaben in
praxisgerechte Lösungen zu überführen, stehen nicht nur Fouad Cheaitani und
Axel Boi im ständigen Austausch. In Dottikon und Tuttlingen arbeitet man in
allen Bereichen eng und konstruktiv zusammen. Alle zwei Wochen findet ein Jour
fixe statt, bei dem sich mal die Applikationstechniker, mal die
Werkstoffspezialisten, mal die Softwareentwickler austauschen. Jeder Bereich
bringt andere Kompetenzen und Aspekte ein, die diskutiert, verworfen oder so
schnell wie möglich umgesetzt werden.
Die Bedenken, ob die CHIRON Group angesichts
ihrer Größe diese Geschwindigkeit mitgehen könnte, haben sich schnell
zerstreut. Der Bereich Additive Fertigung hat, so Axel Boi, »Start-up
Charakter, ist sehr dynamisch und flexibel. Auf der anderen Seite haben wir
durch die CHIRON Group den Rückhalt und weiteres Fachpersonal, auf das wir bei
Bedarf zugreifen können.«
Im Fokus bei Stellba: neue Materialien und
Möglichkeiten
Fouad Cheaitani sieht sich »auf Seiten des
Werkstoffs«. Mit ein Grund, warum sich Stellba für die Zusammenarbeit mit dem
Team um Axel Boi entschieden hat: »Viele Unternehmen haben sich softwareseitig
oder bei der Technologie engagiert – für optimale Ergebnisse und weitere
Anwendungsmöglichkeiten muss aber auch das Material perfekt passen. Dr. Nasim
Bosh ist als ausgewiesene Materialexpertin die ideale Sparringspartnerin für
uns.« Schließlich sollen bei Stellba künftig nicht einfach nur Bauteile mit dem
vorhandenen Materialspektrum an Draht oder Pulver aufgebaut, sondern auf dieser
Basis neue, perfekt für die Additive Fertigung passende Werkstoffe und
Auftragsmaterialien entwickelt werden. Mit denen sich – zum Beispiel durch Zusätze
oder neue Zusammensetzungen – die gewünschten mechanischen Werte erzielen und
neue Materialeigenschaften realisieren lassen.
Ob dies besser mit Draht oder Pulver gelingt?
Das ist zum einen Erfahrungssache, zum anderen nähert man sich der
Idealvorstellung in Versuchen. Die zwar Zeit brauchen, aber im Vergleich zur
Entwicklung und Genehmigung komplett neuer Materialien deutlich schneller zum
gewünschten Ergebnis führen. Insbesondere, wenn »Ping-Pong« mit dem Team um
Axel Boi gespielt wird, wenn Ideen und Ansätze direkt kommuniziert und
gemeinsam auf Machbarkeit abgeklopft und ausprobiert werden.
Easy to use: echtes Alleinstellungsmerkmal
Nach diesem Exkurs zur Zukunft der Additiven
Fertigung zurück in die Praxis. Wichtig ist das sichere Beherrschen der
hochkomplexen Technologie, das Minimieren von Bedienfehlern. Zentraler Vorteil
des AM Cube ist, so Fouad Cheaitani, »der automatische Auftragskopfwechsel. Ob
Draht oder Pulver, 3D-Druck oder Beschichten, innen oder außen: Was bei anderen
Herstellern Stunden dauert, ist hier ohne manuelles Eingreifen und damit sicher
in nur einer Minute erledigt. Das ist absolut konkurrenzlos!« Ebenso
konkurrenzlos – und auch für Axel Boi eine kleine, positive Überraschung: die Installation
und Inbetriebnahme des AM Cube in nur fünf Tagen.

Einer der drei Auftragsköpfe des AM Cube beim Auftrag von Pulver mittels Lanze zur Innenbeschichtung von Bauteilen. Die insgesamt drei Auftragsköpfe erlauben den Wechsel des Auftragsmaterials – Draht oder Pulver – in unterschiedlichen Phasen der Produktion.
»Zentraler Vorteil des AM Cube und ein echter USP ist der automatische Wechsel des Auftragskopfs. Das ist absolut konkurrenzlos!«
Fouad Cheaitani
Head of Sales, Customer Support and Business Development bei Stellba
Vielfalt als Ziel – Ziel erreicht!
Beschichten, 3D-Druck, Reparatur: Alles mit
dem AM Cube möglich. Und, wie verschiedene Anwendungen bei Stellba zeigen:
Alles machbar. Seit Inbetriebnahme laufen auf dem 3D-Metalldrucker diverse
Forschungsprojekte mit namhaften technischen Hochschulen der Schweiz und, seit
Dezember, auch unterschiedliche Aufträge: Es werden Halbschalen für Bremsen in
Schienenfahrzeugen geschweißt, Bauteile innen mit Alubronze beschichtet, und
Turbinenschaufeln repariert.
Derzeit
baut man ein großes Laufrad für eine Turbine komplett additiv auf. Des weiteren
führt Stellba auf dem AM Cube Reparaturen an diversen Bauteilen durch und
arbeitet intensiv an der Qualifizierung neuer Werkstoffe wie Wolframkarbid oder
Materialien auf Nickel-Basis.

Schweißversuch mit Alubronze zum Ermitteln der Prozessparameter -Magnetbremse für Schienenfahrzeuge

Kabelführung mit Verschleißschutzbeschichtung aus Stellit® 6

Knetzahn mit Beschichtung aus Wolframkarbid
In jedem Fall hat sich die
Entwicklungspartnerschaft nicht nur in Form weiterer Optionen für alle Anwender
des AM Cube ausgezahlt, sondern, so Fouad Cheaitani, »zu meiner und zur Freude
unseres Inhabers und Geschäftsführers Philipp Jutzi verdienen wir mit der
Anlage bereits Geld«. Mittlerweile ist die Erprobungsphase abgeschlossen und der
AM Cube hat bereits die unterschiedlichsten industriellen Anforderungen bei
Stellba mit Bravour gemeistert.
Bleibt die Frage: Ersetzt Additive
Manufacturing bestehende Technologien? Auch hier sind sich Fouad Cheaitani und
Axel Boi einig: Nein, aber die Ingenieure haben bei der Entwicklung von
Bauteilen mehr Möglichkeiten – sowohl im Hinblick auf geringeres Gewicht der
Teile und das Einsparen von Energie als auch beim Design.
Hier mehr über die Highlights
des AM Cube, Anwendungen und Optionen.
Interessiert
an weiteren Informationen, am persönlichen Austausch, am AM Cube in der industriellen
Anwendung bei Stellba?
Axel Boi
freut sich auf Ihre Anfrage und stellt gern den Kontakt zu Fouad Cheaitani her.
Stellba AG
Gegründet 1957, ist die Stellba AG mit Sitz in Dottikon und großmechanischer Fertigung in Baden heute weltweit gefragter Spezialist für kundenspezifische Beschichtungs- und Bearbeitungslösungen, die Produkte und Komponenten vor Erosion, Abrasion, Korrosion und Oxidation, thermischer Beanspruchung oder Kombinationen verschiedener Verschleißarten schützen. Anwendungsfelder der Hightech-Veredelungen sind Wasserkraftwerke, thermische Kraftwerke, Pumpen und Kompressoren, Komponenten im Hochtemperaturbereich und Wärmedämmschichten (TBC). Stellba agiert als Lohnfertiger oder ist direkter Partner für Kunden in den Märkten Stromerzeugung, Öl und Gas, Marine, Druckindustrie, chemisch-pharmazeutische Industrie. Im eigenen Materiallabor entwickelt man innovative Verfahren und nimmt eine führende Position bei zukunftsorientierten Technologien wie Laserauftragschweißen und additiver Metallbearbeitung ein.