Je produktiver ein Bearbeitungszentrum Bauteile fertigt, desto
sparsamer und damit nachhaltiger ist der Ressourceneinsatz an Fläche, Energie
und Rohstoffen. Soweit klar, soweit die Theorie. Doch was bedeutet das in der
Praxis? Wann ist eine Maschine besonders produktiv?
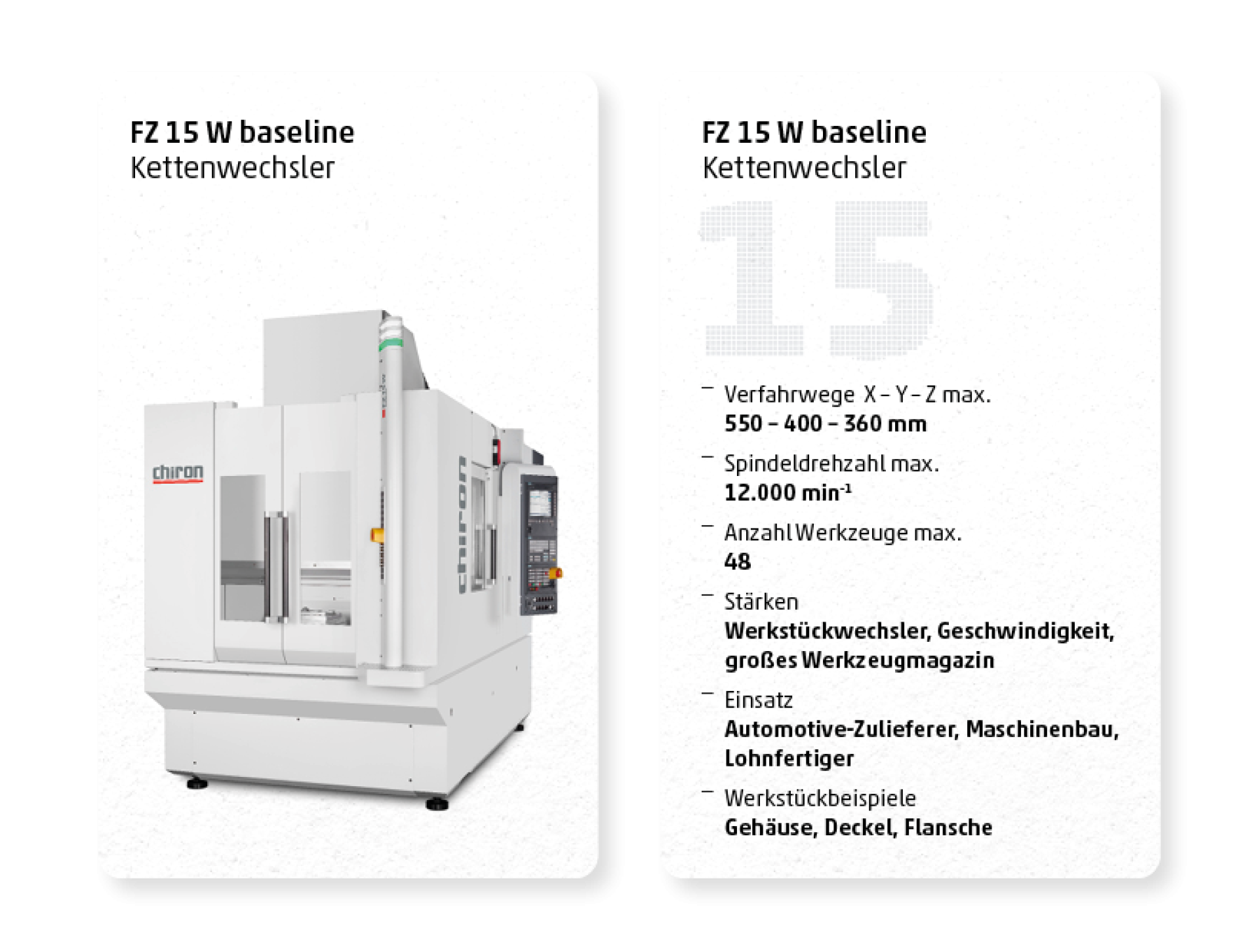
Zum Beispiel, wenn die Taktzeit deutlich kürzer ist. Die Baureihe 16 fertigt rund 20
Prozent schneller als die Vorgängerreihe, ein Kunde braucht für denselben
Output weniger Maschinen, weniger Fläche und weniger Peripherieaggregate, zum
Beispiel zur Versorgung mit Kühlmittel. Noch produktiver und damit nachhaltiger
ist die Fertigung, wenn anstelle von einspindligen Systemen mehrspindlige zum
Einsatz kommen: »Unser erklärtes Ziel ist es, dass ein Doppelspindler wie die DZ
16 W oder die STAMA MT 733 zwei Werkstücke in derselben Zeit fertigt, die eine
einspindlige Maschine für ein Werkstück benötigt – natürlich mit ebenfalls bester
Qualität. Der reduzierte Bedarf an Fläche, Energie und Investitionskosten im
Vergleich zu zwei einspindligen Maschinen ist für unsere Kunden sehr
attraktiv«, so Dr. Claus Eppler, Geschäftsführender Direktor (CTO) bei
der CHIRON Group.
Zu kurzen Taktzeiten, zum Beispiel realisierbar mit den CHIRON-Baureihen
16, 22, 25 und 28 und mit der STAMA MT 733, tragen auch automatische
Werkzeugwechsel, Werkstückwechsel über Palettenwechsler oder
Werkstückwechseleinheit und das hauptzeitparallele Be- und Entladen der
Magazine bei. Nachhaltigkeit spiegelt sich zudem in einer Vielzahl weiterer technischer
Lösungen, die sich in der Summe zu deutlich mehr Energieeffizienz addieren.
Technische Lösungen für mehr Energieeffizienz
Durchgängiger Einsatz von frequenzgeregelten Antrieben oder IE3
Motoren
Standardmäßiges Rückspeisen der Bremsenergie der Servomotoren
Hydraulik-Aggregate im Speicher-Lade-Betrieb
Konsequente Massenoptimierung aller bewegten Bauteile in der
Werkzeugmaschine
Frässpindeln mit energieeffizienten Synchron- und
Asynchronmotoren, um den Magnetfluss im Teillastbetrieb zu reduzieren
Optionale Rückkühlung der Maschine gegen das Kaltwassernetz des
Kunden
Powersafe-Funktion zum bedarfsgerechten Umschalten der Maschine
in den Stand-by-Modus
Automatisierte Bearbeitung erschließt weiteres Potenzial
»Ein wichtiger
Trend in der Fertigung ist der kontinuierlich steigende Einsatz von Automationslösungen«,
so Dr. Eppler. »Im Idealfall werden mehrere Maschinen von einem Mitarbeiter
betreut, idealerweise nur in ein oder maximal zwei von drei
Produktionsschichten. Die von den Mitarbeitern ungeliebte und für das
Unternehmen teure Nachtschicht soll, salopp formuliert, von alleine laufen.«
Dies lässt sich durch eine Automatisierungslösung wie der VariocellUno
erreichen. Digitale Überwachungs- und Benachrichtigungs-Funktionen ermöglichen
auch im autonomen Betrieb eine störungsfreie, hoch effiziente Produktion.

Die Kombination aus CHIRON DZ 16 W und kompakter Automationseinheit VariocellUno ermöglicht einen besonders produktiven, hauptzeitparallelen Austausch von Roh- und Fertigteilpaletten in der Serienproduktion und erlaubt die Fertigung vieler Werkstücke in sehr kurzen Taktzeiten.
Digitale Assistenz spart Ressourcen – auch im Umfeld
Mit den
digitalen Systemen des SmartLine-Portfolios und den SmartServices bietet die
CHIRON Group optimale Unterstützung im laufenden Betrieb und sorgt für ein
zusätzliches Plus an Effizienz, Verfügbarkeit und Produktivität der Bearbeitungszentren.
Und für das Einsparen von Ressourcen im Umfeld: Wartungen an einem Standort können
kombiniert und geplant an einem Termin stattfinden. Dank Remote-Unterstützung lassen
sich Störungen in kürzester Zeit aus der Ferne beheben und Reisen vermeiden –
samt der damit verbundenen CO2-Emissionen. Zudem verkürzen sich,
durch virtuelle Inbetriebnahme der Maschine und Simulation der Kundenprozesse,
die Einfahrzeiten und die Inbetriebnahme der realen Bearbeitungszentren.
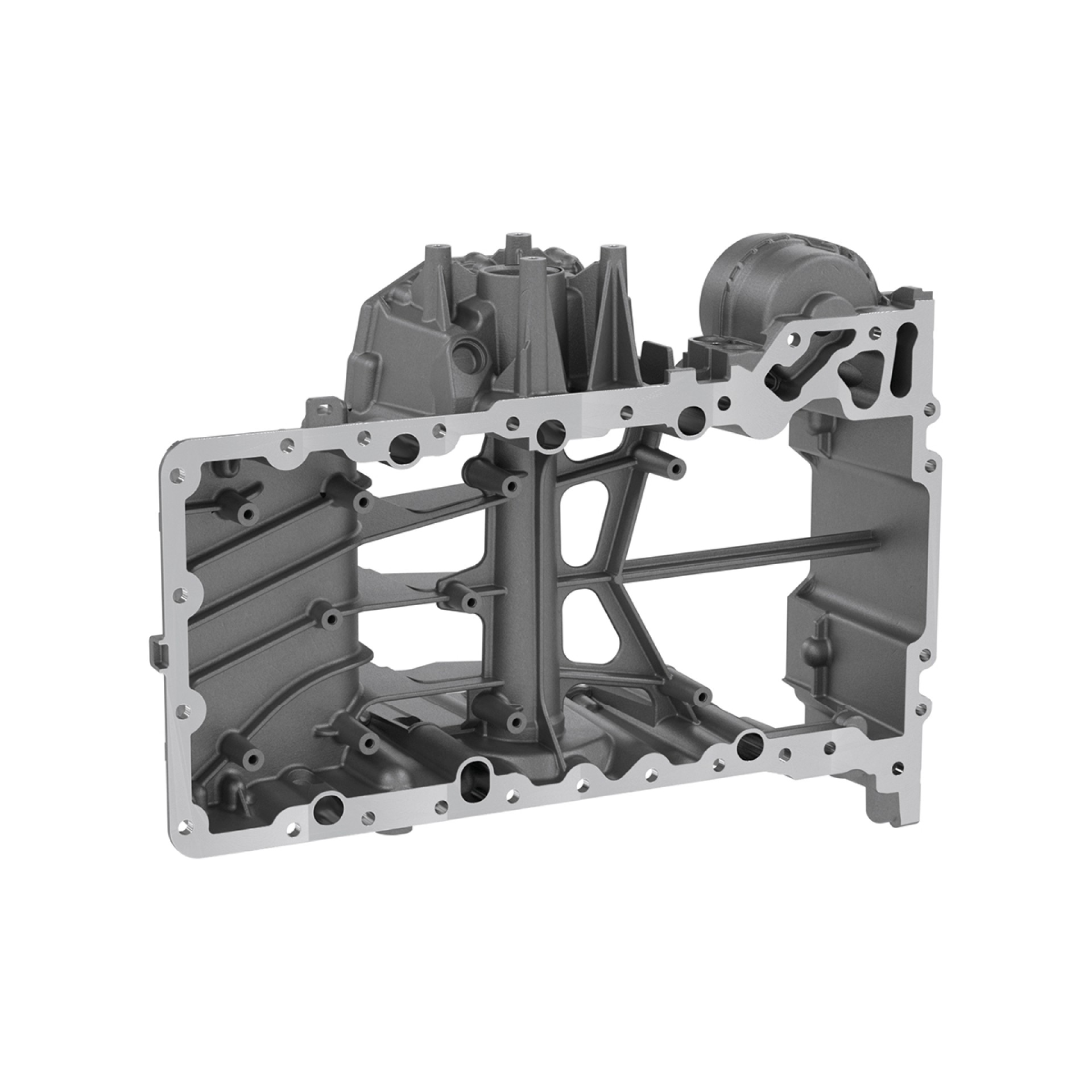
Reparieren statt Ersetzen – mit dem AM Cube
Der AM Cube, erster
3D-Metalldrucker der CHIRON Group, hat viele gute Eigenschaften, wie Axel Boi
im folgenden Videoclip erläutert.
Eine dieser guten Eigenschaften ist Nachhaltigkeit: Größere
Bauteile lassen sich direkt in der Fertigung des Kunden präzise aufbauen, ohne
die ansonsten hohen Materialkosten, ohne lange Beschaffungszeiten und
umweltbelastenden Transport. Erhalten Bauteile mittels Laserauftragsschweißen eine
Beschichtung, sind sie vor Korrosion und Verschleiß geschützt, halten länger
und geben weniger schädliche Stoffe – zum Beispiel Abrieb von Bremsscheiben –
an die Umwelt ab. Zudem ist der AM Cube ideal geeignet, um Bauteile zu
reparieren – ebenfalls ein klarer Pluspunkt im Hinblick auf Nachhaltigkeit mit
Fertigungslösungen der CHIRON Group.
Nachhaltige Fertigungslösungen und Retrofits für ein längeres
Maschinenleben: Daran zeigte Dr. Nicole Hoffmeister-Kraut, Ministerin für
Wirtschaft, Arbeit und Wohnungsbau des Landes Baden-Württemberg, bei ihrem
Besuch bei der CHIRON Group großes Interesse. Die Ministerin war Ende Juli im Rahmen
ihrer Transformationsreise zu Gast in Tuttlingen.
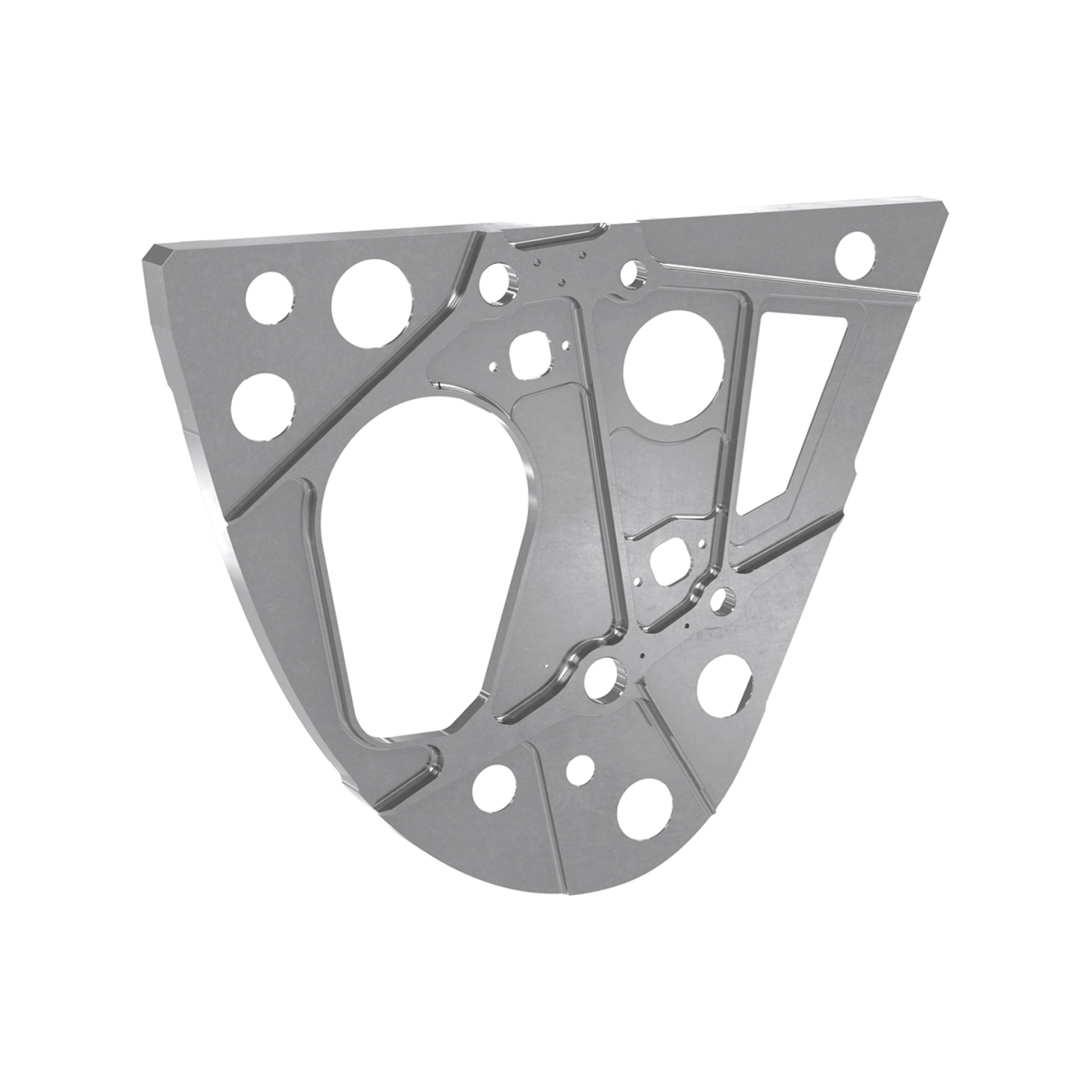
Werte bewahren, Rohstoffe sparen: Retrofit statt Neukauf
Nachhaltigkeit
bedeutet
auch das Bewahren von Werten. Ein Bearbeitungszentrum der Marke CHIRON oder
STAMA stellt, auch wenn es schon viele Jahre in Betrieb ist, einen
solchen
Wert dar.
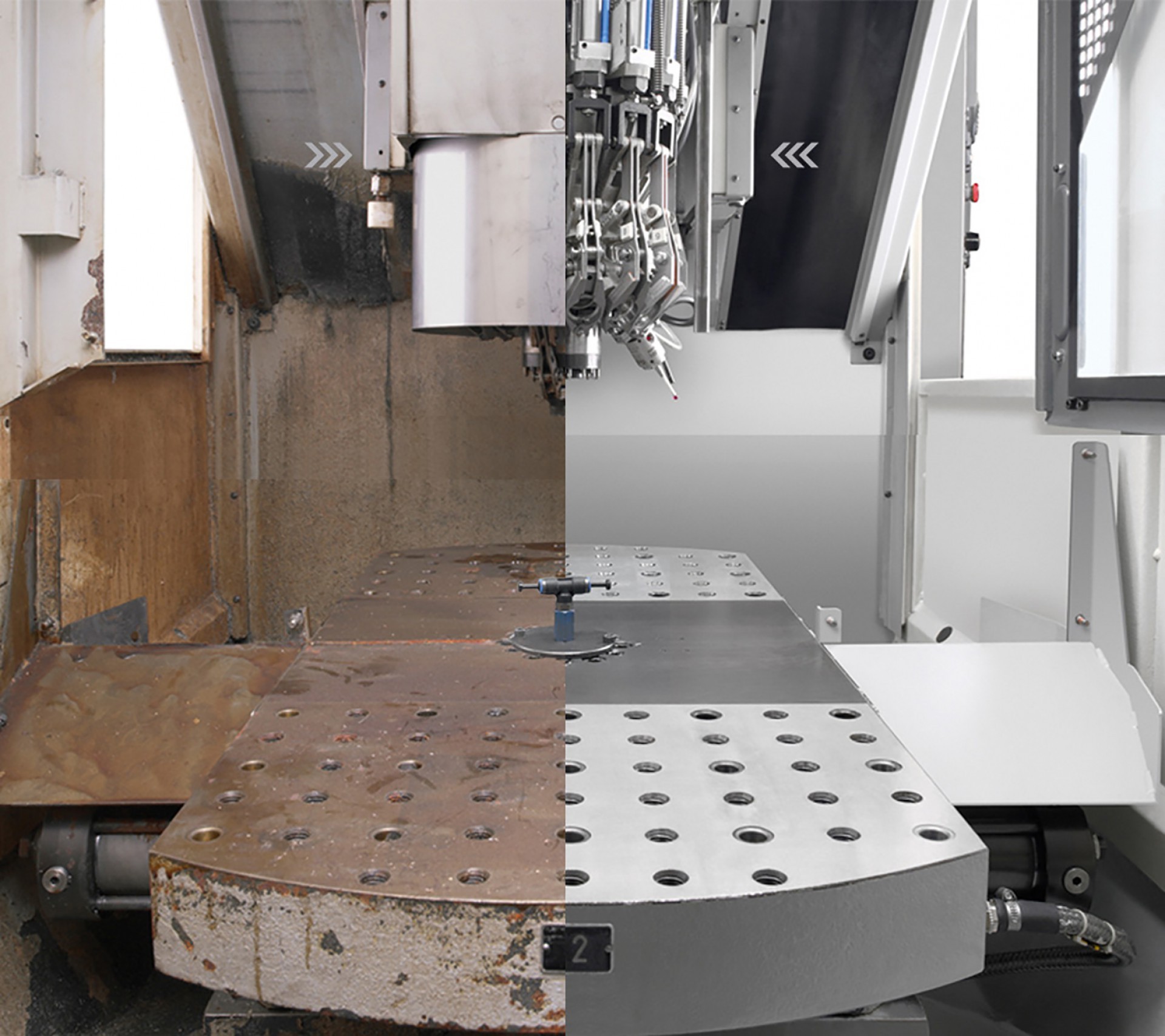
Ein »in die Jahre« gekommenes Bearbeitungszentrum, von den CMS-Spezialisten fit gemacht für ein neues, produktiveres und energieeffizienteres Maschinenleben.
Mit einer Retrofit-Lösung von CMS lässt sich der Lebenszyklus
bestehender Maschinen verlängern – und nicht nur das: Alles maßgeblichen
Elemente wie Antriebe, Hauptspindeln und Steuerung werden erneuert, wodurch die
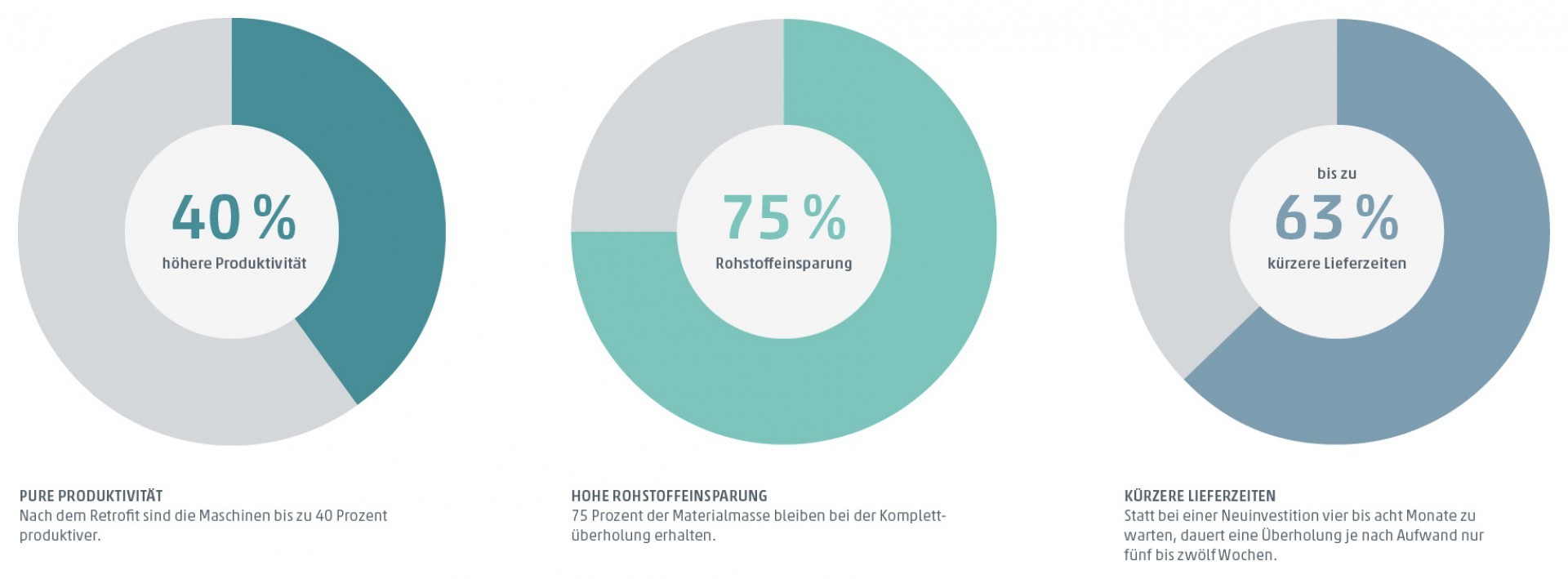
Anlagen 30 bis 40 Prozent schneller fertigen als bisher. Gleichzeitig sinkt der
Energiebedarf: Die Wärmeenergie aus den Kühlkreisläufen kann in den zentralen
Wasserkreislauf des Kunden eingeleitet werden, spezielle Antriebsmotoren
speisen erzeugte, aber nicht benötigte Energie ins Stromnetz zurück. Das größte
Einsparpotenzial eines Retrofits im Vergleich zum Neukauf liegt mit 75 Prozent
bei den Rohstoffen. Zentrales Kriterium für Kunden ist, neben den niedrigeren
Investitionskosten, die Lieferzeit: Bereits modernisierte Bearbeitungszentren
aus dem CMS-Portfolio sind zum Teil in nur zwei Wochen verfügbar, eine
kundenindividuelle Überholung ist in sechs bis 12 Wochen erledigt.