If you get to witness
Fouad Cheaitani, Head of Sales, Customer Support and Business Development at
Stellba, and Axel Boi in a discussion about digital expertise, you feel a bit
like a spectator at a high-level table tennis match. The balls fly at lightning
speed, the »players« are precise and each return brings a new twist. They’re in
their element – a well-oiled team. They’re clearly proud of what has developed
from what was initially a simple LinkedIn connection. It’s grown into a
development partnership and the AM Cube, which, since its premier at the OPEN
HOUSE ONLINE in May 2020, has expanded both its options and applications. One
thing led to another...
Expanding and deepening expertise
As a specialist for
tailored customer solutions for coatings and machining, Stellba has in-depth
expertise in the areas of thermal spraying, welding and Plasma-Transferred-Arc.
In 2014, they had already begun using laser technologies and selling the first
laser-welding systems for »XXL-workpieces and components,« says Fouad
Cheaitani. The goal of the
investment was to optimize the technology for use at Stellba and to transfer
the machining of particular workpieces to the factory. The particular focus was
on the processes where conventional methods delivered good results, but they
weren’t quite »Swiss Quality«.
Building expertise and finding new partners
The company built up its
expertise and, in May 2019, took on distinguished expert Fouad Cheaitani. He
had extensive experience with laser technologies, which he’d been building on
since 2003, precisely tracking the development of laser deposition welding,
especially in Additive Manufacturing, across all media. Fouad Cheaitani gives
lectures on the subject and is well-connected with all specialists and research
institutions in this area.
When Stellba was looking
for a partner to expand their expertise beyond coating to the creating of
workpieces, to answer requests to manufacture small batches, Fouad Cheaitani
was in contact with a whole host of companies. But none of these really
fulfilled his requirements for a partnership that really benefited both
parties. »We didn’t want a finished system that we would need to restructure to
suit our needs. We’re also a relatively small company, with only 20 employees,
and we worried that we wouldn’t be heard on stage with the large OEMs.«
But, thankfully for both sides, Fouad Cheaitani
became aware of CHIRON Group during his research, thanks to how active it was
in the area of Additive Manufacturing. He liked a LinkedIn post by Dr. Nasim
Bosh and immediately made contact. They got to know each other online, then met
in person at the ETH Zurich and found they clicked instantly. The first meeting
with Axel Boi took place in fall 2019, and the contracts had been signed before
Christmas even arrived.

Flexibility. With Additive Manufacturing as an alternative.
Axel Boi was immediately
prepared to prove that they could achieve what Fouad Cheaitani describes as »fantasy
in the plant«. He wanted to work together with Stellba to put the existing
qualities of the AM Cube to the test. They wanted many options which fell under
the heading of »maximum flexibility«. Stellba is a service provider, and the
requests can differ greatly from day to day. For example, machining with four
or five axes, wire or powder, material application with lance or nozzle,
preheating parts to 300 degrees, welding under argon cover gas atmosphere in
the entire working area to avoid oxidation and formation of pores – every
project has its own, new challenges. Challenges, which the AM Cube would need
to conquer fantastically.
»We didn’t want a pre-made system. We wanted our fantasy in the factory, with a variety of options which we, as contract manufacturers, could adjust for the most different tasks.«
Fouad Cheaitani
Head of Sales, Customer Support and Business Development at Stellba
The Highlights:
Coating, 3D printing or
repair
Automatic changing of
application heads
Weld filler metals as
wire or power
Working on three, four
or five axes
Programming in DIN ISO
or CAM
Easy to use with the
SmartLine Module TouchLine
Always at top speed
To transfer these varied
requirements into practical solutions, it isn’t just Fouad Cheaitani and Axel
Boi who are constantly in discussion. In Dottikon and Tuttlingen, teams from
all departments work closely and constructively together. Every two weeks there
is a team meeting, where all the application engineers, material specialists
and software engineers get together and to discuss issues and progress. Every
department contributes different expertise and view points, which are
discussed, and then discarded or implemented as quickly as possible.
The worry that the CHIRON
Group was too large to move at this pace quickly dissolved. The Additive
Manufacturing division has, according to Axel Boi, »A start-up character – very
dynamic and flexible. On the other hand, we have access to CHIRON Group reserve
resources and support, and more experts that we can call upon if necessary.«
Stellba’s focus is new materials and possibilities
Fouad Cheaitani is on the
»side of material«. One of the reasons why Stellba decided to collaborate with
Axel Boi’s team was, »many companies got involved on the software side or the
technology side – but for the perfect results and more applications, the
material had to be perfect. As a distinguished materials expert, Dr. Nasim Bosh
is the ideal sparring partner for us.« Eventually, in the future, Stellba
doesn’t just want to build components with the existing material range of wire
or powder, it also wants to develop new specially adjusted materials and
coating materials for Additive Manufacturing. They should help achieve the
required mechanical values and realize new material properties – for example
with new additives or new compositions.
Will this work better with
wire or powder? On the one hand, this is a matter of experience, on the other,
a case of experimenting. Of course it will take time, but in comparison to
developing and gaining approval for completely new materials, the desired
results are found much more quickly. Not least thanks to the idea-ping-pong
going on between them and Axel Boi’s team, where ideas and approaches are
communicated openly, and jointly tested and fleshed-out for feasibility.
Easy to use: a real USP
And now, back to reality,
after a brief foray into the future of Additive Manufacturing. The important
thing is the safe mastery of these highly complex technologies to minimize
operating errors. According to Fouad Cheaitani, one of the central benefits of
the AM Cube is »automatic changing of the application heads. Whether wire or
powder, 3D printing or coating, internal or external... Things that take hours
for other manufacturers take only minutes here, and without the need for manual
interference. It’s unrivaled.« Equally unrivaled – and incidentally a small but
positive surprise for Axel Boi too – is that the AM Cube takes just five days
to install and set up.

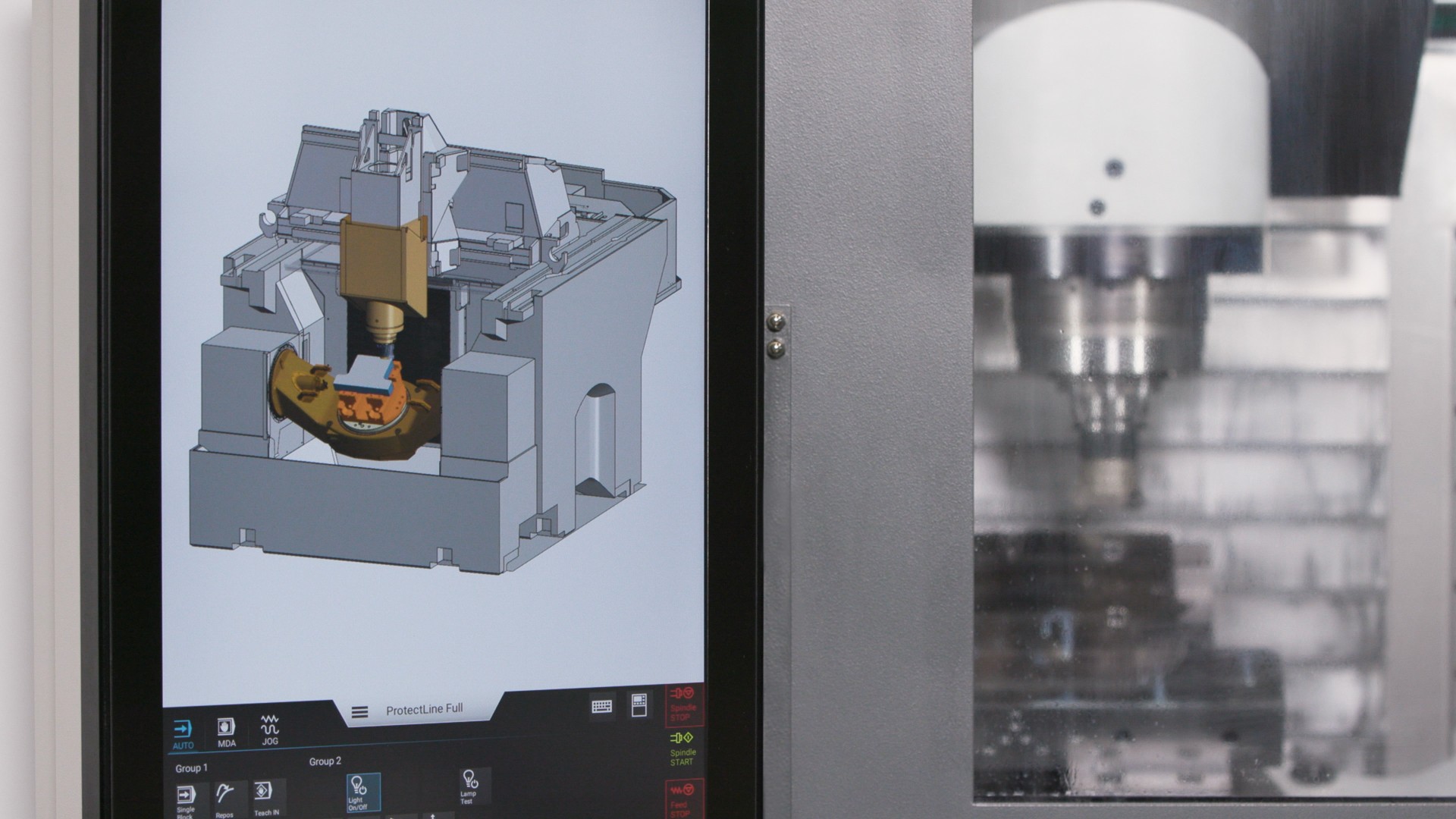
One of the three AM Cube application heads for applying powder using a lance for the interior coating of components. The three different application heads allow the application material – wire or powder – to be changed in various phases of production.
»The automatic changing of the application heads is a key advantage of the AM Cube, and a true USP. It’s unrivaled.«
Fouad Cheaitani
Head of Sales, Customer Support and Business Development at Stellba
Variety as a goal – check.
Coating, 3D printing or
repair – It’s all possible with the AM Cube. And the various applications at
Stellba prove that anything is possible. Since it was commissioned, various
research projects have been run on the 3D metal printer in collaboration with
prestigious Swiss universities and, since December, it has taken on even more
different orders. It has been welding half-shells for brakes in locomotives,
coating the inside of components with aluminum-bronze and repairing turbine
blades.
Currently, they are
building an impeller for a turbine fully additively. Stellba also carries out
repairs on various components using the AM Cube and is working hard on
qualifying new materials such as tungsten carbide or materials based on nickel.

Welding test with aluminum-bronze to calculate the process parameters – magnetic brakes for locomotives

Cable guide with anti-wear coating made from Stellite® 6

Kneading cogs coated in tungsten carbide
The development
partnership is a resounding success, not just in finding more options for all
AM Cube users, says Fouad Cheaitani, »to our delight, and that of our owner and
CEO Philipp Jutzi, the system is already making us money.«
The trial phase is
now complete and the AM Cube has already mastered a huge variety of industrial
tasks at Stellba, with flying colors.
This begs the question,
will Additive Manufacturing replace existing technologies? Fouad Cheaitani and
Axel Boi are united in thinking that it won’t. But the engineers have more
possibilities when developing components, both regarding the lower weight of
the part and saving energy, and the design.
Click
here to find out more about the highlights of the
AM Cube, applications and options.
Interested in more
information or a personal discussion about the AM Cube and its industrial uses
at Stellba?
Axel Boi welcomes your request and would be
happy to put you in contact with Fouad Cheaitani.
Stellba AG
Stellba AG was founded
in 1957 and has its headquarters in Dottikon, Switzerland, with a large-scale
production center in Baden. Today, it is one of the most in-demand global
specialists on tailored customer coating and machining solutions which protect
products and components from erosion, abrasion, corrosion and oxidation,
thermal loads or combinations of various types of wear. The applications for
the high-tech finishings include hydro-power plants, thermal power plants,
pumps and compressors, components in high-temperature zones and thermal barrier
coatings (TBC). Stellba is a contract manufacturer and a partner in the energy
supply, oil and gas, maritime, and printing industries, as well as the
chemical-pharmaceutical industry. It develops innovative processes in its
in-house material laboratory and is a leader in future-focused technologies
like laser deposition welding and additive metal machining.