The more productive a machining center is in
manufacturing components, the more economically and thus sustainably the
resources of space, energy and raw materials can be used. That much is clear,
at least in theory. But what does that mean in practice? When is a machine
particularly productive?
When the cycle times are significantly shorter,
for example. The 16 Series operates approximately 20 percent faster than the
predecessor series. A customer needs fewer machines, less space and fewer
peripheral devices - for example for a coolant supply - for the same output.
Production is more efficient, and therefore more sustainable, if multi-spindle
systems are used instead of single-spindle devices: »Our stated objective
is for a double-spindle machine such as the DZ 16 W or the STAMA MT 733 to
produce two workpieces in the same time that a single-spindle machine needs for
one workpiece – of course with the same high quality standard. The reduced
requirements for space, energy and investment costs compared to single-spindle
machines are very attractive for our customers,« says Dr. Claus Eppler,
CTO at the CHIRON Group.
Automatic
tool changes, workpiece changeover via a pallet changer or a tool change unit
as well as loading and unloading the magazine in parallel contribute to the
short cycle times which can be implemented for example with the CHIRON 16, 22, 25 and 28 Series and with the STAMA MT 733. Sustainability is also reflected in a variety
of other technical solutions which add up to considerably more energy
efficiency.
Technical
solutions for greater energy efficiency
Continuous use of frequency-controlled drives
or IE3 motors
Standard feed-back of the servomotors' brake
energy
Hydraulic units in storage-charge operation
Consistent mass optimization of all mobile
components in the machining center
Milling spindles with energy-efficient
synchronous and asynchronous motors to reduce the magnetic flux during turndown
Optional machine recooling in place of the
customer's chilled water distribution
Powersafe function for needs-based switch-over in stand-by-mode
Automated
machining opens up further potential
»The
constantly increasing use of automation solutions is an important trend in
manufacturing,« states Dr. Eppler. »Ideally, several machines are
operated by one employee, in the best case scenario in just one or maximum two
of three production shifts. The night shift - unpopular with the staff and
expensive for the company - should run on its own, in a manner of
speaking.« This can be achieved with an automation solution like the
VariocellUno. Digital monitoring and messaging functions make it possible to
have disruption-free, highly efficient production even in autonomous operation.

The combination of the CHIRON DZ 16 W and the compact automation unit VariocellUno facilitates a particularly productive exchange of unfinished and finished part pallets during machine operation in series production and allows the manufacture of several workpieces during very short cycle times.
Digital
assistance saves resources – across the board
Thanks
to the digital systems of the SmartLine portfolio and SmartServices, the CHIRON
Group provides the best support throughout running operation and ensures
additional efficiency, availability and productivity of the machining centers.
And as for saving resources cross the board: servicing procedures at one site
can be combined and scheduled for a single date. Disruptions can be rectified
from afar thanks to remote support, thus avoiding travel – along with the
associated CO2 emissions. The running-in times and commissioning of
the actual machining centers are also decreased due to virtual machine
commissioning and simulation of customer processes.
Repair instead of
replace – thanks to the AM Cube
The AM Cube, the first 3D metal printer of the
CHIRON Group, has so many good features, as Axel Boi explains in the following video clip.
One of these positive features is
sustainability: larger components can be assembled directly and precisely in
the customer's production line without the otherwise high material costs,
without long procurement times and environmentally harmful transport. Components
are protected from corrosion and wear if they are coated using laser deposition
welding procedures, they last longer and release fewer harmful substances - for
example, abrasion from brake disks - into the environment. In addition, the AM
Cube is ideally suited for repairing parts – another advantage in view of
sustainability with manufacturing solutions of the CHIRON Group.
Dr. Nicole Hoffmeister-Kraut, Minister for
Housing, Work and Planning for the Federal State of Baden-Wuerttemberg, was extremely
interested in sustainable manufacturing solutions and retrofits for longer
machine service life during her visit at the CHIRON Group. The minister was a guest in
Tuttlingen at the end of July as part of her transformation trip.
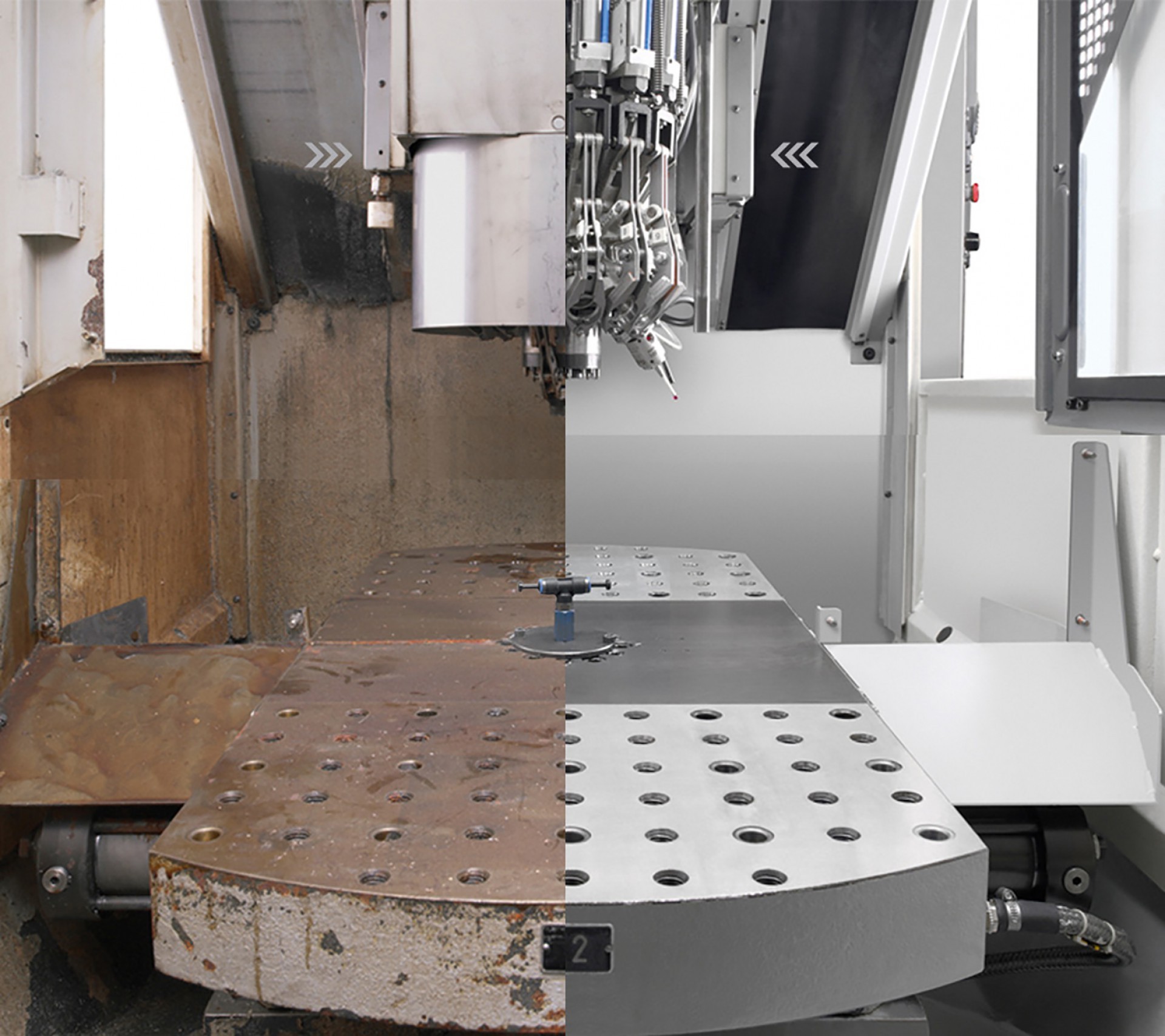
Preserving
values, saving raw materials: retrofit instead of new purchase
Sustainability also means preserving values. A
machining center from CHIRON or STAMA brand represents such a value, even if it has
been in operation for many years.
An »aging« machining center has had new life breathed into it by the CMS specialists, ready for a new, more productive and more energy-efficient machine life.
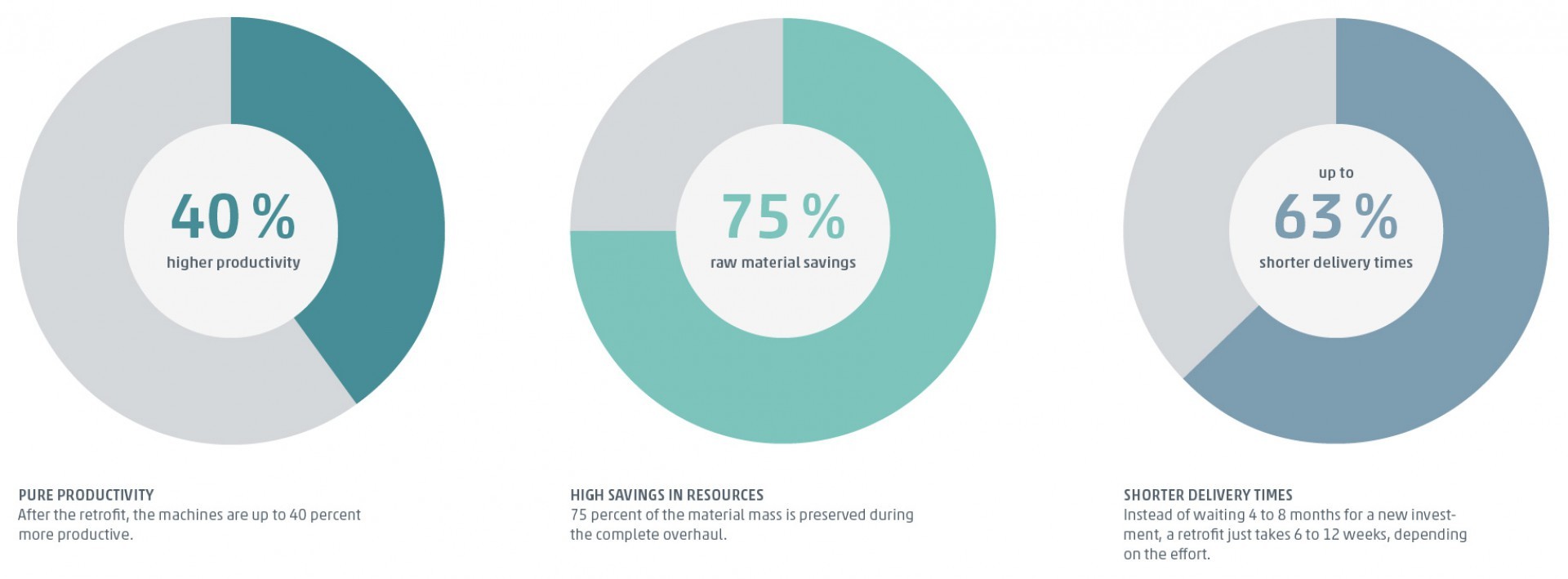
The life cycle of existing machines can be
increased with a retrofit solution from CMS – and not only that: all important
elements such as drives, main spindles and control are reconditioned, which
means the systems manufacture 30 to 40 percent faster than before. At the same
time, the energy requirements decrease: the thermal energy from the cooling
circuits can be fed into the customer's central water circuit, special drive
motors feed any energy that has been generated but is not required back into
the mains supply. The greatest potential for savings provided by a retrofit is
with the raw materials at 75 percent, compared to a new purchase. The most
important factor for the customers - along with the lower investment costs - is
the delivery time: already modernized machining centers from the CMS portfolio
are available in just two weeks, a customized refurbishment is completed in six
to 12 weeks.