Author: Oliver Ehm
Published with kind permission of the company Gebr. Märklin & Cie.
»Our products are still
synonymous with diecasting,« says Jochen Gaißert, Production Planner at
Märklin. »It's of great importance to us because diecasting produces unrivaled
tactile properties and quality. The material is relatively
heavy and ideally suited to the properties of model railways.«
The expert adds
that another advantage is that this material is easy to machine, process and
coat, and has many excellent properties for model railways. In particular,
diecasting is very heavily used in locomotive production – primarily in the
structure and chassis sections. »Ninety-eight percent of all diecast parts we
process in our models are produced here at our foundry in Göppingen,« Gaißert
explains. »We buy in the remaining parts, such as the drives, since their size
means that we can't manufacture them ourselves.« Based in the town of Göppingen
in south-western Germany, Märklin brings together all of the manufacturing
technologies required to build a model railway. These include tool and mold
making, diecasting, injection molding, turning, gear manufacturing,
electroplating (nickel-plating), coloration, punching at a small facility,
assembly and quality assurance. Göppingen also supplies the subsidiary plant in
Hungary with parts, which are then colored and assembled on site, Gaißert adds.
A 36-year
partnership
In 1984, Märklin acquired its first CHIRON CNC machine
– an FZ 16. For the long-established company, this was also its first step
towards complete machining in the chassis area of the locomotives. At the time,
Märklin's employees in Göppingen still produced the drives themselves, with the
processes of chassis and gear machining forming a key production area. Märklin
approached CHIRON in the early 1980s because, Gaißert explains, the
Tuttlingen-based machine manufacturer was the only supplier which adapted multi-spindle
heads and achieved process times which went beyond what the conventional
machinery could achieve with respect to cost-effectiveness. »From an economic
point of view, we'd never have gone in that direction otherwise,« Gaißert
believes. »The CHIRON machines still stand out today thanks to their very short
downtimes and, at our company, we're always performing a lot of tool
changeovers and machining operations.« While Märklin also considers other
manufacturers from time to time, Gaißert states that the downtimes and machine
design are exactly what Märklin needs for its applications.
»For many years,
it's been obvious that we're very likely keep going with CHIRON machines. We
also benefit from the partnership when a new machine series comes out – particularly
when the FZ 08 was released and the company representing CHIRON at the time let
us observe the machine at another business before it came on the market,« Gaißert
sums up. »We then bought a machining center shortly after it was launched.« The
managers at Märklin think highly of CHIRON's proactive dedication. »Together
with CHIRON, we've adapted our interfaces and equipment as part of a major
project. CHIRON was very heavily involved. They even adapted the machine design
especially for us,« Gaißert remembers. »What's more, the machines are very
reliable, stable and operate with high precision.« There are also pragmatic
reasons for Märklin's decision to continue purchasing CHIRON machines.
»There
are great advantages to homogeneous machinery. The variety in control systems
is manageable, the supply of spare parts is excellent and our employees are
included in this approach. They know how CHIRON operates and if there's ever a
real issue, their servicing and programming support is outstanding,« Gaißert underlines.
»For a competitor to come close to us, they'd need to offer significant
advantages.« Märklin tries to avoid having an unchecked variety of machines
from different manufacturers. This is because, in terms of organization, it
would be difficult to manage heterogeneous manufacturing machinery. Under
certain circumstances, you would need to use different tool systems or
measuring technology and this would, in turn, drive up costs. Gaißert adds that
Märklin also once internally considered the merits of STAMA, another brand in
the CHIRON Group, before deciding against it.
This was because, when compared
with STAMA's wheel change concept, CHIRON's pivot holder and chain tool change
concept offered advantages with respect to interfering contours. Märklin last
purchased a machine in 2014. The machining centers have a service life of
around 20 years when operated for two shifts, five days a week.

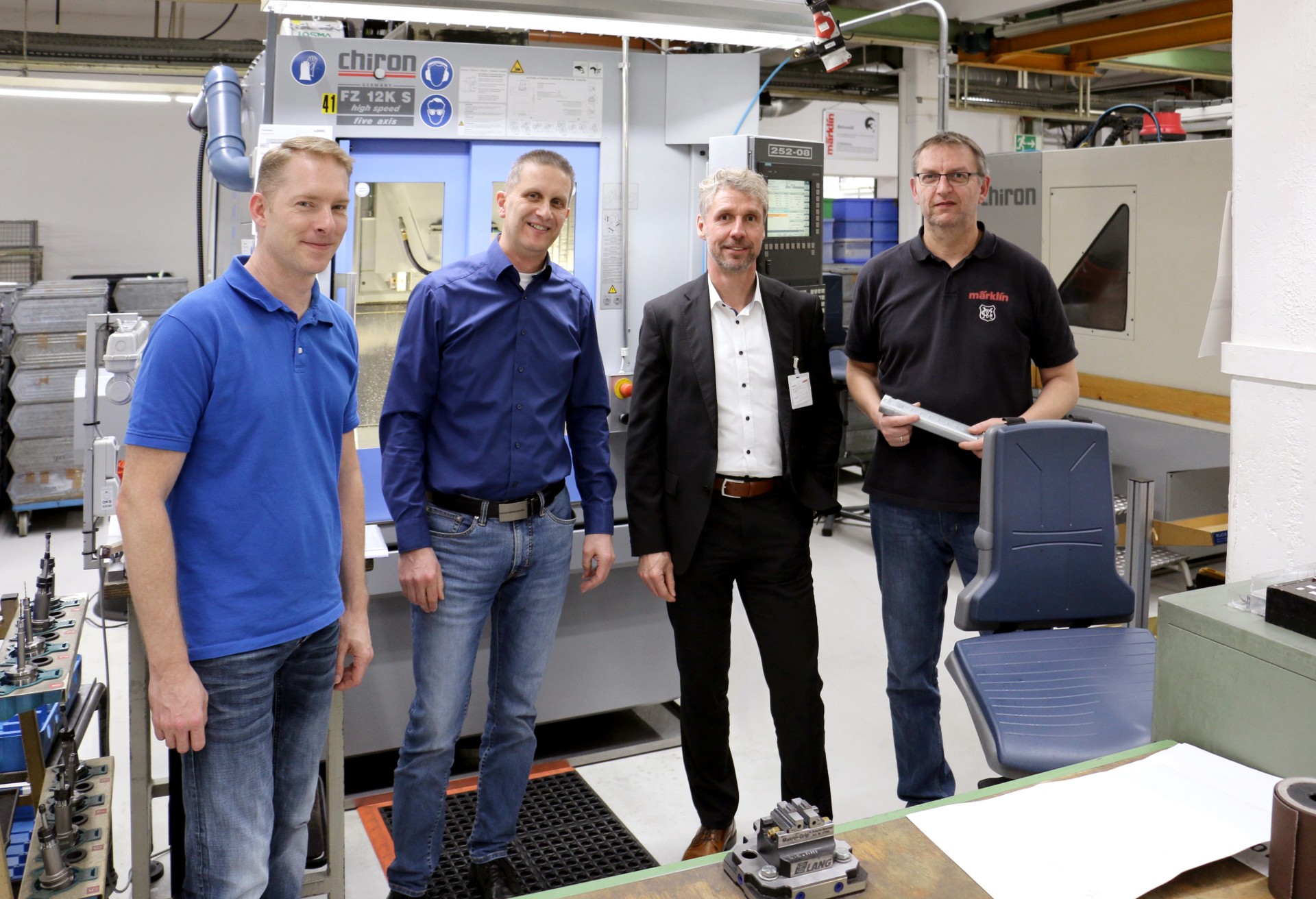
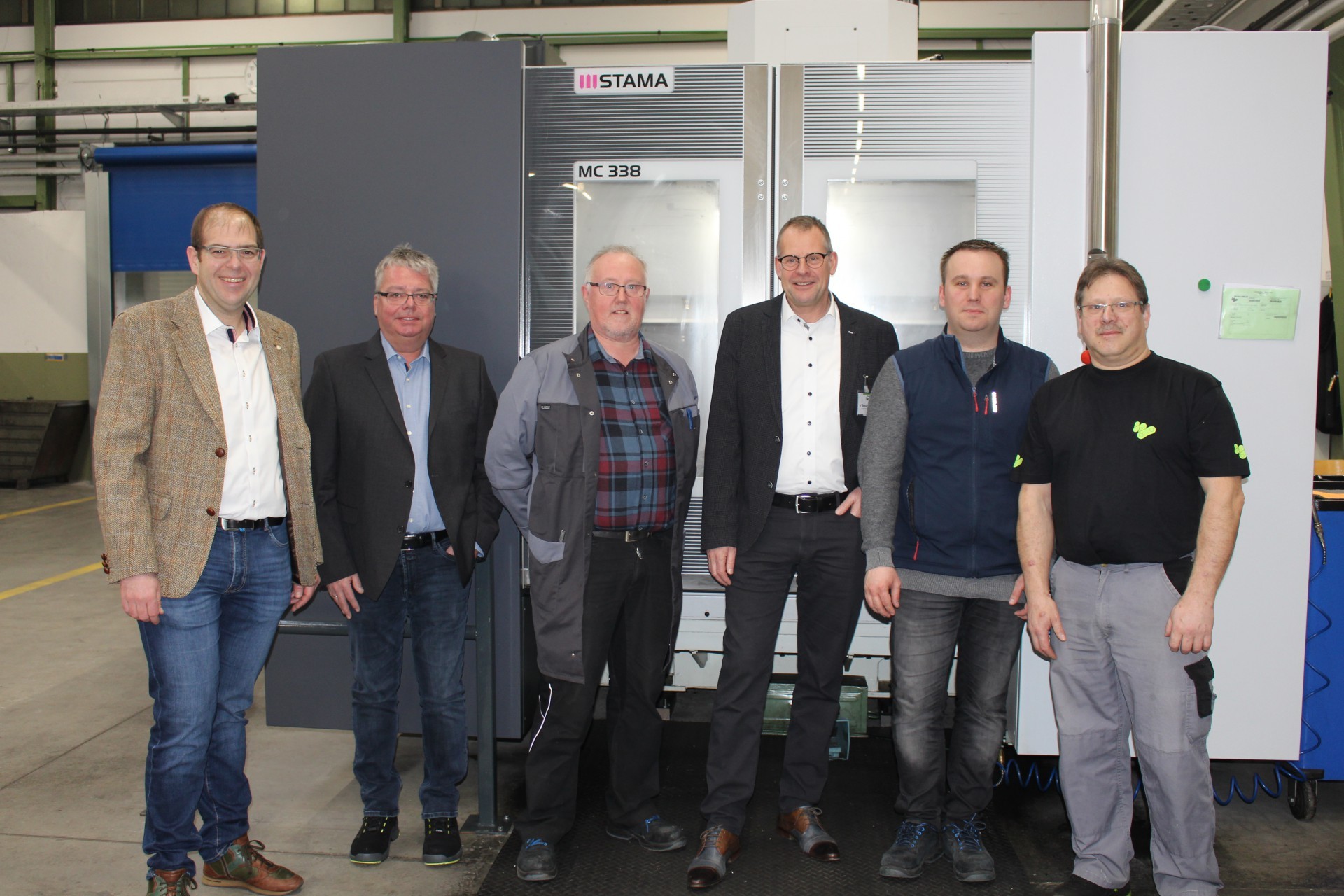
36-year partnership between Märklin and CHIRON (from left to right): Sven Dannenmann (Head of Diecasting and Cast Iron Machining at Märklin), Jochen Gaißert (Production Planning at Märklin), Bernd Hechler (Technical Consultancy/Sales at CHIRON) and Michael Patschkowski (Production Machine Setter at Märklin). Image source: Oliver Ehm
Modernized production
In the meantime, Märklin's main area of production has
changed again. The Göppingen-based company currently has a total of six
machining centers – three FZ 08 models, two FZ 08 models and one FZ 12 model –
primarily for producing the structural and locomotive housing. The business now
uses industrial motors for its drives. While these are bought in from
elsewhere, they significantly improve the level of detail in the structure and
locomotive housing sections. The experts at Märklin say that this results in
the constant challenge of finding a middle way between what is possible from a
casting perspective or what is only possible with a great deal of effort, and
what can subsequently be achieved more cost-effectively using a machining
center.
»We're now using a fourth generation of machines from CHIRON.
Everything is going very well and our partnership is working perfectly,«
Gaißert explains. He particularly emphasizes the quality of support provided
for process time generation and feasibility studies, adding that test machining
operations are also possible. »Two years ago, we were at CHIRON's premises
because we wanted to try something new – we milled a semi-finished product into
an undercarriage. We first programmed it here and made various attempts, but we
weren't fully satisfied with the outcome,« remembers Sven Dannenmann, Head of
Diecasting and Cast Iron Machining at Märklin. »We then approached CHIRON and
they redesigned the program and produced samples.« Gaißert adds, »At the time,
this production set-up was uncharted territory for us. While we did have a
five-axis machine, we only used it for positioning because we needed to make
holes at suitable angles. For this project, we wanted to mill a solid block
into an undercarriage for the small Z track gage, which was something we'd
never tried before.« Dannenmann continues, »If we are working on a new product
in-house during the design phase and our experienced on-site specialists are
reaching their limits in terms of technical manufacturing, we contact CHIRON
and know that we'll be supported by a skilled partner.«
Bernd Hechler,
Technical Consultancy/Sales at CHIRON, states »Development is 100% in Märklin's
hands; CHIRON is only brought in if it there are applications where our
specialists need support.« As one of the greatest challenges for Märklin is
making its products as realistic as possible, the departments involved in
development and production are included in order to recognize and resolve any
problems at an early stage.
Depending on the part interdependencies, Märklin
produces between 80 and 200 housings and attachments a day. The runtimes for
each part can vary considerably, depending on the parts' complexity due to
their features and details. »Sometimes a part like this can take up to four
minutes,« Gaißert explains. »But there are also simple workpieces which can be
made in 30 seconds.«

Image Source: Oliver Ehm

Image Source: Oliver Ehm

Image Source: Oliver Ehm
Plans for automation
However,
Märklin has experienced difficulties when it comes to automating its production
facilities. This is primarily because the company machines a wide range parts
and therefore the process of automating the machinery is very complex. »There's
already automation in the form of a brush robot, which machines many – but not
all – of the housings,« says Dannemann, Head of Diecasting and Cast Iron
Machining at Märklin. But ideas are being considered for gradually automating
production. With the assistance of CHIRON, the experts at Märklin are looking
for ways to advance automation in order to further increase the profitability
of its business operations.
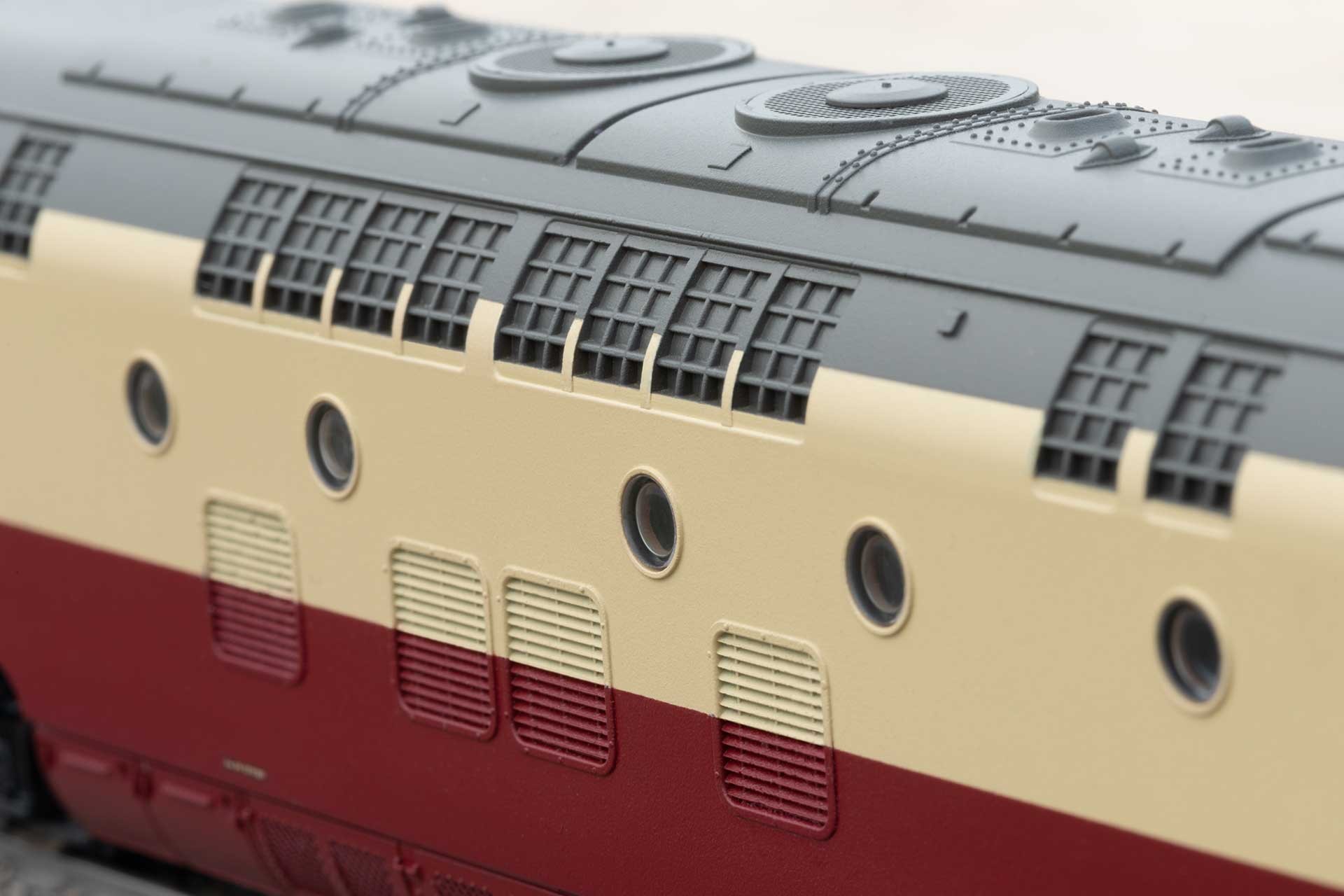
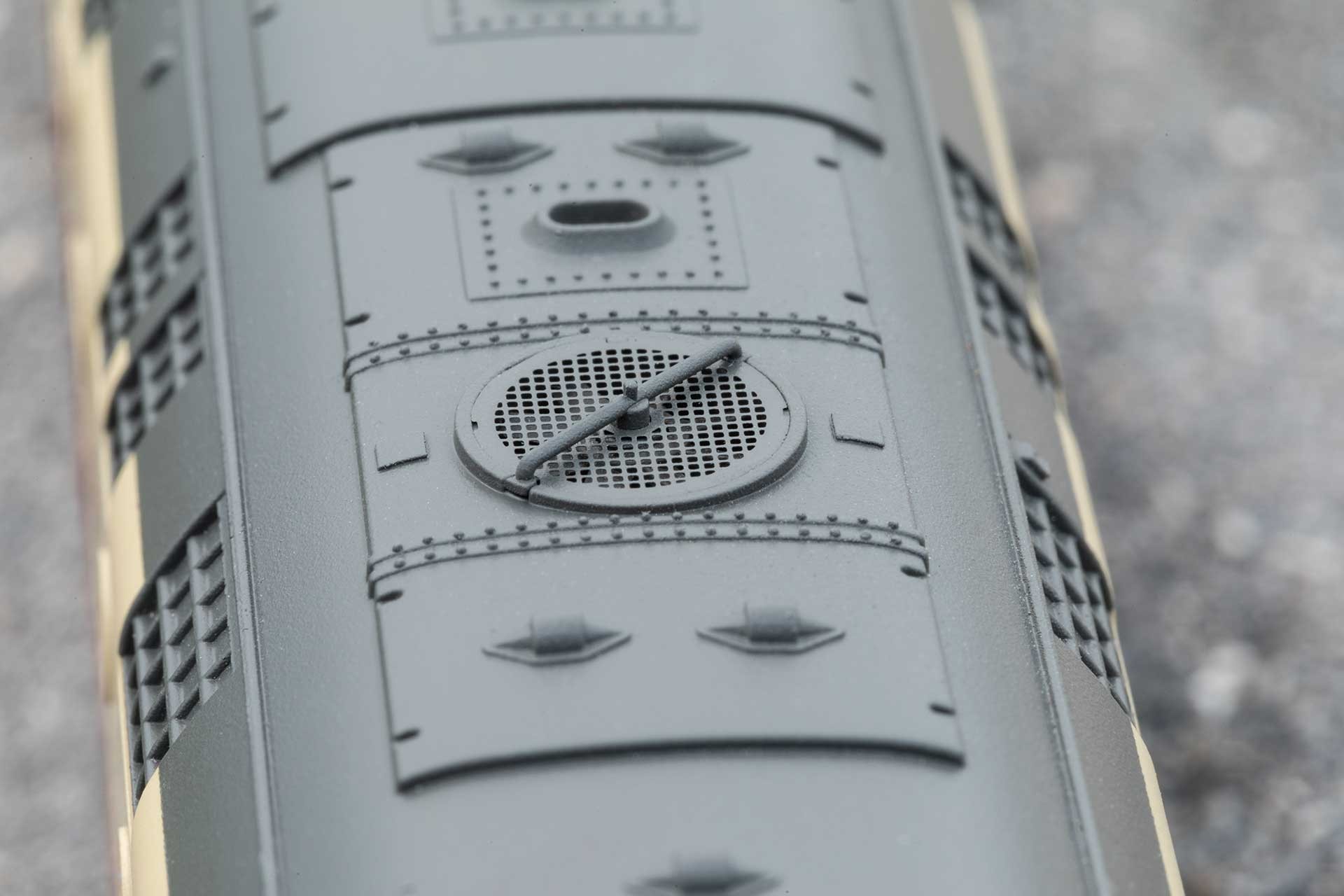
Gaißert says that Märklin produces a relatively high
number of new products every year – like the current »TEE Edelweiss«, a
four-carriage train with all of its attachments made from diecast metal. »Model
train collectors expect new innovations at regular intervals. They must all
pass through production in a timely manner and on schedule,« states Gaißert. »This
entails a great deal of effort in preparation, as the partner parts must
interact perfectly and we machine a large number of high-precision items.«

The »TEE Edelweiß« of Märklin. Image Source: Märklin
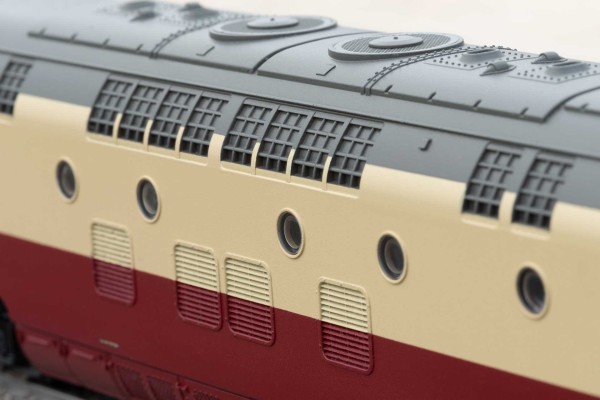
Image Source: Märklin

Image Source: Märklin
On top of
this, the company also produces classic locomotives. »We've still got a lot of
molds from the 1950s and 1960s which we continue to use in production today,«
Dannemann notes. »These locomotives are known as replicas.« When Märklin
releases a new locomotive model, it often also offers the old version at the
same time so that collectors have the option of purchasing both. »While the
interiors are fitted with brand new technology, the design is the same as the
old model's and has all of its characteristics – such as fewer details and
attachments,« Gaißert explains. »But that's exactly what makes them so charming
and appealing to customers and prospective buyers.« However, just because these
models do not have a modern design, this does not mean that they are easier to
machine. In fact, they are usually more time-consuming because their mold and
tools are technically inferior to modern designs and, therefore, a great deal
more manual work is required.
In the
medium term, Märklin plans to replace its four-axis FZ 08 W with a five-axis
machine. This modernization will increase cost-effectiveness because complete
machining will lower the costs for equipment and set-up and also reduce the
potential for errors. »Our experience with the five-axis FZ 12 has shown us
that this is the right way to go,« says Gaißert. »It would mean that we'd no
longer be working with a conventional workpiece changer but instead undertaking
complete machining with the five-axis machine. This would also increase
flexibility in production.« Each new model brings one-time costs for molds,
equipment and tools and you therefore need to find where you can make savings
in the process. For smaller batch sizes, complete machining is clearly superior
to the workpiece changer setting. Should Märklin ultimately decide to invest in
this replacement machine, the machining center will almost certainly be
purchased from CHIRON once again.
For more information: www.märklin.de