2018
lieferte CHIRON 48 Prozent aller Projektmaschinen mit Automation aus, 2019
waren es bereits 55 Prozent, für 2020 werden es bis Jahresende rund 75 Prozent sein.
Der Trend geht klar zu Automation – und nimmt in Zeiten von COVID-19 weiter
Fahrt auf: Denn nur, wenn Maschinen weitestgehend autonom fertigen, gehen
reduzierte Arbeitszeiten und versetztes Arbeiten mit weniger Bedienern pro
Schicht nicht zu Lasten der Produktivität.
Für
autonomes Fertigen stellt die CHIRON Group Lösungen für unterschiedliche
Anforderungen bereit – perfekt abgestimmte Komplettpakete aus Bearbeitungszentrum
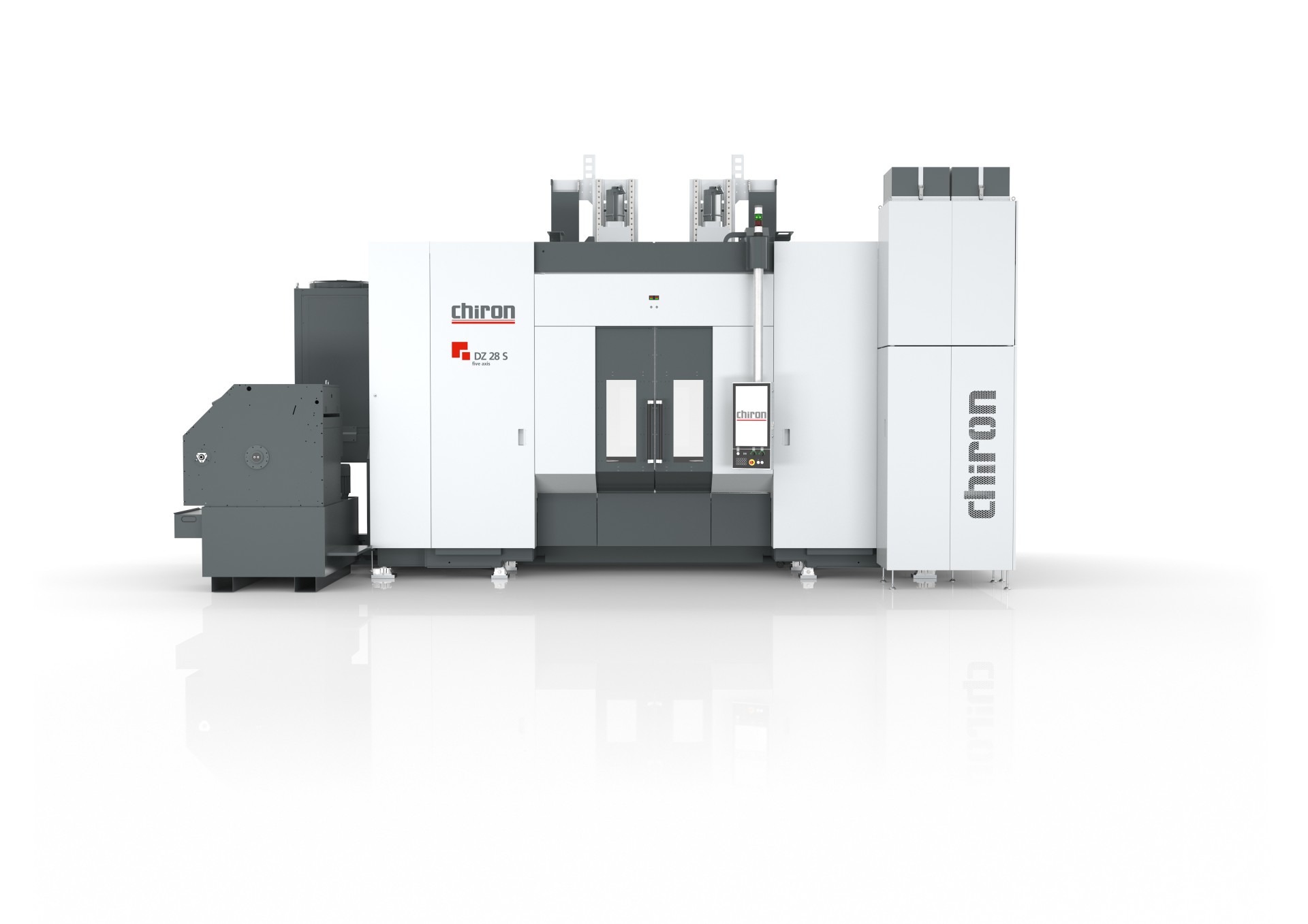
und Automation. Aktuellstes Beispiel ist die Kombination der CHIRON DZ 16 W mit
der kompakten Automationseinheit VariocellUno. Damit steht nun auch für die
aktuelle Baureihe 16 eine abgestimmte Standardlösung mit verschiedenen Optionen
zur Verfügung – komplett aus einer Hand.
»Warum mit der VariocellUno eine weitere Automationslösung für die Baureihe 16? Ganz einfach: Wie bereits für andere Baureihen wollten wir unseren Kunden auch hier eine passende Standardlösung für die Serienfertigung bieten, die sich mit verschiedenen Optionen perfekt auf das jeweilige Produktionsszenario abstimmen lässt.«
Kristoffer Siegmann
Head of Global Account Management Automotive der CHIRON Group
Autonome Einheit: DZ 16 W und VariocellUno
08, 12, 15: Bei Bearbeitungszentren
dieser CHIRON-Baureihen ist die VariocellUno weltweit schon über 350 mal im
Einsatz und sorgt im Zusammenwirken mit der Maschine für ein klares Plus an
Produktivität. Jetzt haben die Experten der Abteilung Automation unter Leitung
von Thomas Marquardt die kompakte Einheit aus Handlingroboter und
Werkstückspeicher für die Baureihe 16 weiterentwickelt.
Besucher der OPEN HOUSE ONLINE
konnten die neue Variante bereits an der DZ 16 W erleben. Gerade bei den
Anlagen mit Werkstückwechsler bietet die VariocellUno einen klaren Mehrwert im
Hinblick auf das produktive, hauptzeitparallele Be- und Entladen von Roh- und
Fertigteilen. Zudem kann der Roboter während der Maschinenlaufzeit noch weitere
Aufgaben wie Reinigen, Beschriften, Entgraten, Codes lesen übernehmen. Ausgelegt
auf die Serienproduktion, erlaubt die VariocellUno die Fertigung vieler
Werkstücke in sehr kurzen Taktzeiten. Ob autonome Produktion am Wochenende oder
in der Nachschicht, reduzierter Personaleinsatz in Zeiten von COVID-19 oder Mangel
an Fachkräften: Die Automationseinheit ermöglicht hohe Flexibilität bei
konstant bester Fertigungsqualität. Übrigens nicht nur mit der Baureihe 16,
sondern auch mit weiteren CHIRON-Baureihen oder mit den STAMA Bearbeitungszentren
MC 531.

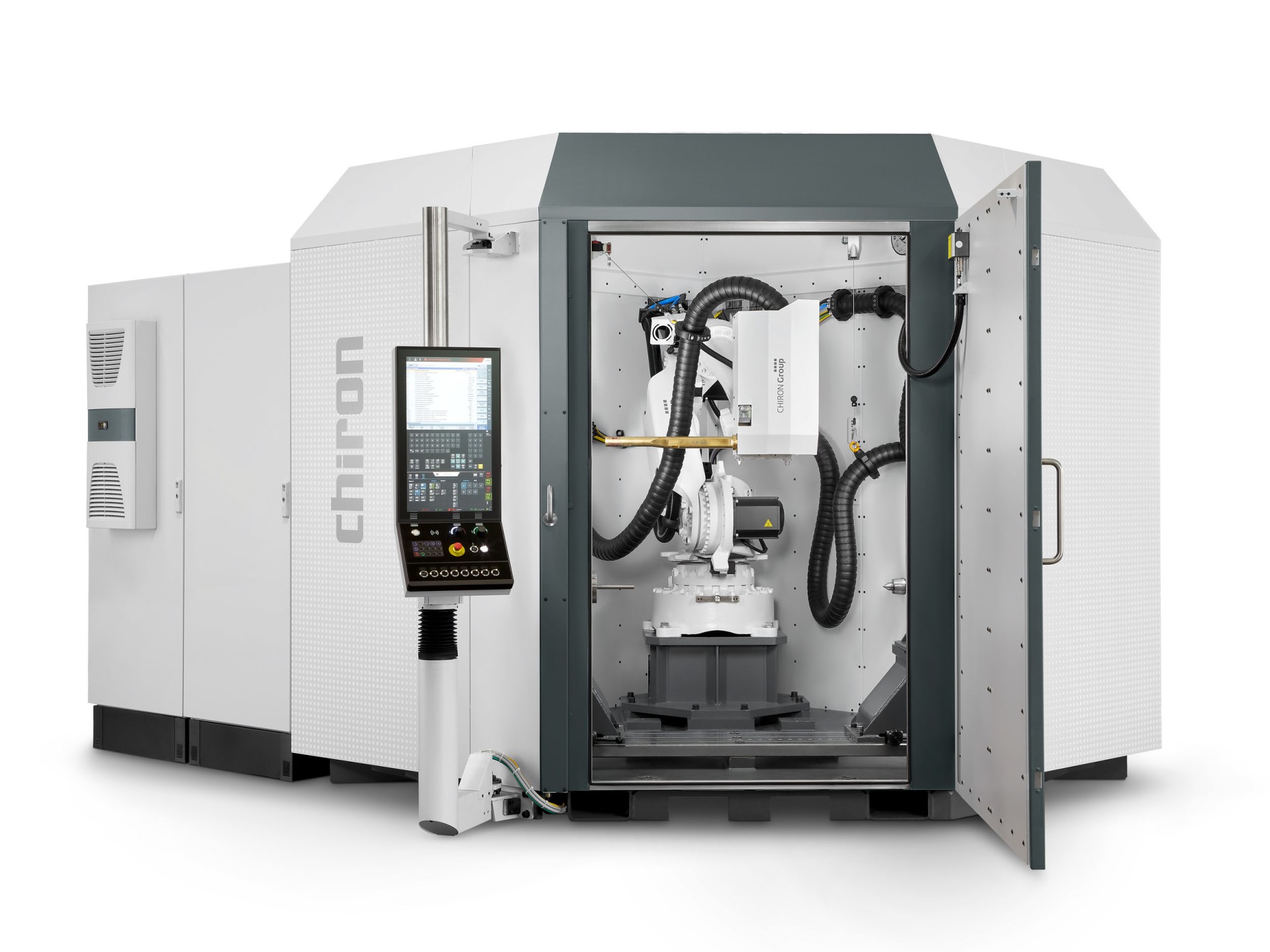
Die Kombination der CHIRON DZ 16 W mit der kompakten Automationseinheit VariocellUno ermöglicht höchste Produktivität durch die Fertigung von vielen Werkstücken in sehr kurzen Taktzeiten.
Das Werkstückhandling übernimmt bei
der DZ 16 W ein 6-Achs-Roboter. Als Speichermedium dienen – je nach Anforderung
– Schubladenspeicher, Palettierer oder Werkstückträgerband. Zudem lässt sich
die VariocellUno anwendungsorientiert um Komponenten wie Mehrfachgreifer, Stationen
zum Wenden, Messen, Waschen und Beschriften ergänzen. Eine große Drehtür sorgt
für optimalen Zugang zum Arbeitsraum der Maschine. Für Rüst- und
Wartungsaufgaben, die einen direkten Zugang von vorne erfordern, lässt sich die
Automationszelle verschieben.
Wo bereits eine DZ 16 W im Einsatz
ist, lässt sie sich problemlos um die neue VariocellUno erweitern. Auch eine Implementierung
an Bearbeitungszentren der Baureihen 15 und 18 ist möglich – so oder so mit
kompetenter Unterstützung durch die Automatisierungs-Experten der CHIRON Group.
VariocellUno: Viele Vorteile in einer kompakten Einheit
Hoher Nutzungsgrad für mehr
Profitabilität
Attraktives
Preis-Leistungs-Verhältnis
Hauptzeitparalleler Tausch
von Roh- und Fertigteilpaletten
Bearbeitungszentrum und
Automation aus einer Hand
Speichermedium je nach Anforderung
Einfaches Bedienen und Programmieren
Bester Zugang zum Arbeitsraum für Reinigung und Wartung
Mehr
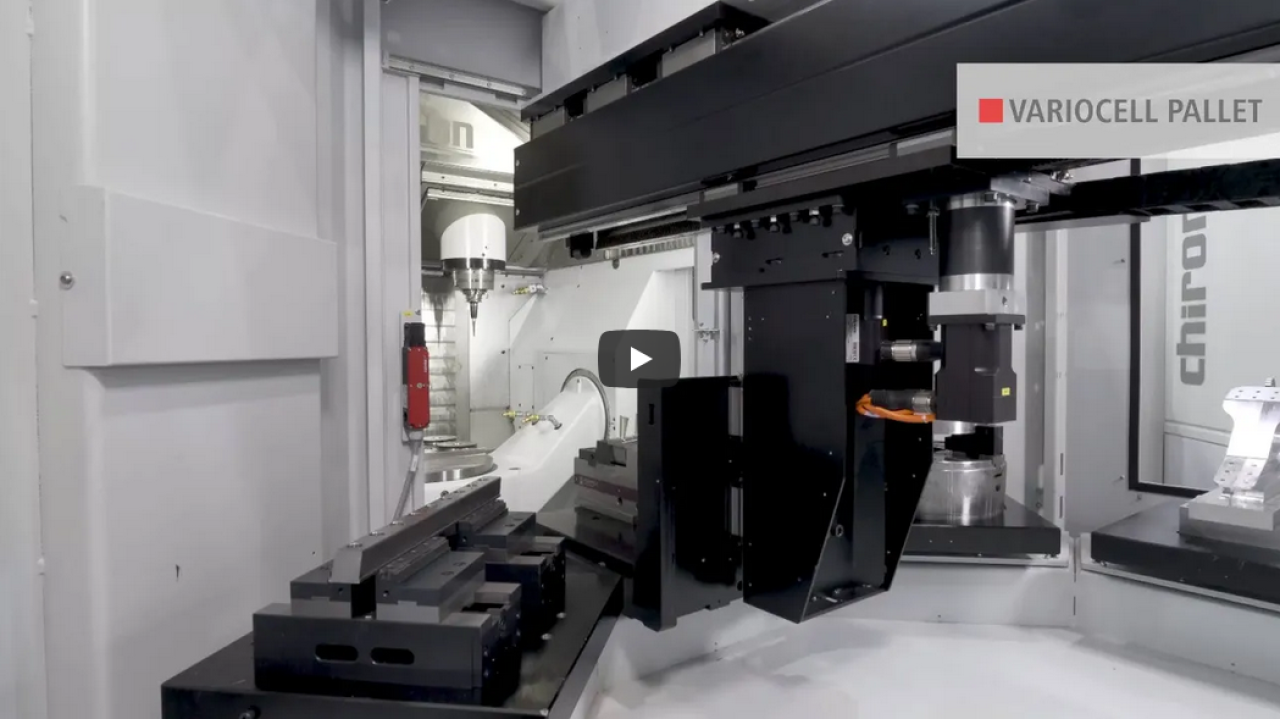
Flexibilität, mehr Dynamik: FZ/DZ 16 mit VariocellPallet
Bereits zur OPEN HOUSE 2019 stellte die CHIRON Group die erste
Palettenautomation im Portfolio vor. Die innovative Lösung sorgt an den
Einspindlern der Baureihe 16 für mehr Dynamik und Flexibilität beim Bearbeiten kleiner
Losgrößen, komplexer Werkstücke und der Fertigung von Einzelteilen mit langen
Bearbeitungszeiten.
Verschiedene Rohteile werden auf einen Rundtakttisch mit bis zu zehn
vorgefertigten Paletten aufgespannt. Das Handlingsystem führt dem
Bearbeitungszentrum Rohteil für Rohteil zu und entnimmt die Werkstücke samt Palette
nach erfolgreichem Zerspanungsprozess. Auf diese Weise erhöht sich die
Produktivität signifikant. Weiterer Vorteil: Während die Maschine eine Palette
bearbeitet, kann der Bediener gleichzeitig eine neue beladen.

Durch die Kombination der CHIRON FZ 16 S five axis mit der Automationslösung VariocellPallet lassen sich kleine Losgrößen sowie komplexe Werkstücke autonom und hochflexibel bearbeiten.
Ein großes Plus im Hinblick auf
gute Zugänglichkeit zur VariocellPallet auch bei beengten Platzverhältnissen ist
der motorisch angetriebene Verschiebewagen mit Rollen. Er lässt sich in drei
Richtungen bewegen, ohne Schienensysteme. Das Be- und Entladen kann, falls
nötig, zusätzlich manuell erfolgen.
So individuell wie die Fertigungsaufgaben:
VariocellSystem
Als Alternative zu VariocellUno und VariocellPallet lassen sich die
Maschinen der Baureihe 16 – wie alle anderen Baureihen von CHIRON und STAMA –
komplett kundenindividuell mit entsprechenden Modulen automatisieren.
Handlingsysteme, Portal- oder Knickarmlader, Werkstückspeicher für Roh- und
Fertigteile, Palettenspeicher, Zu- und Abführeinrichtungen, Peripherieeinheiten
zum Reinigen, Kennzeichnen, Prüfen, Messen: Die Automationslösung
VariocellSystem passt perfekt zu
allen individuellen Anforderungen.
»Wir kennen die Schnittstellen unserer Bearbeitungszentren am besten und können die Dynamikvorteile unserer Anlagen mit passgenauer Automation für unsere Kunden optimal ausschöpfen. Jede Roboterautomation realisieren wir selbst – darauf sind wir, zugegeben, sehr stolz.«
Thomas Marquardt
Leiter Automation der CHIRON Group