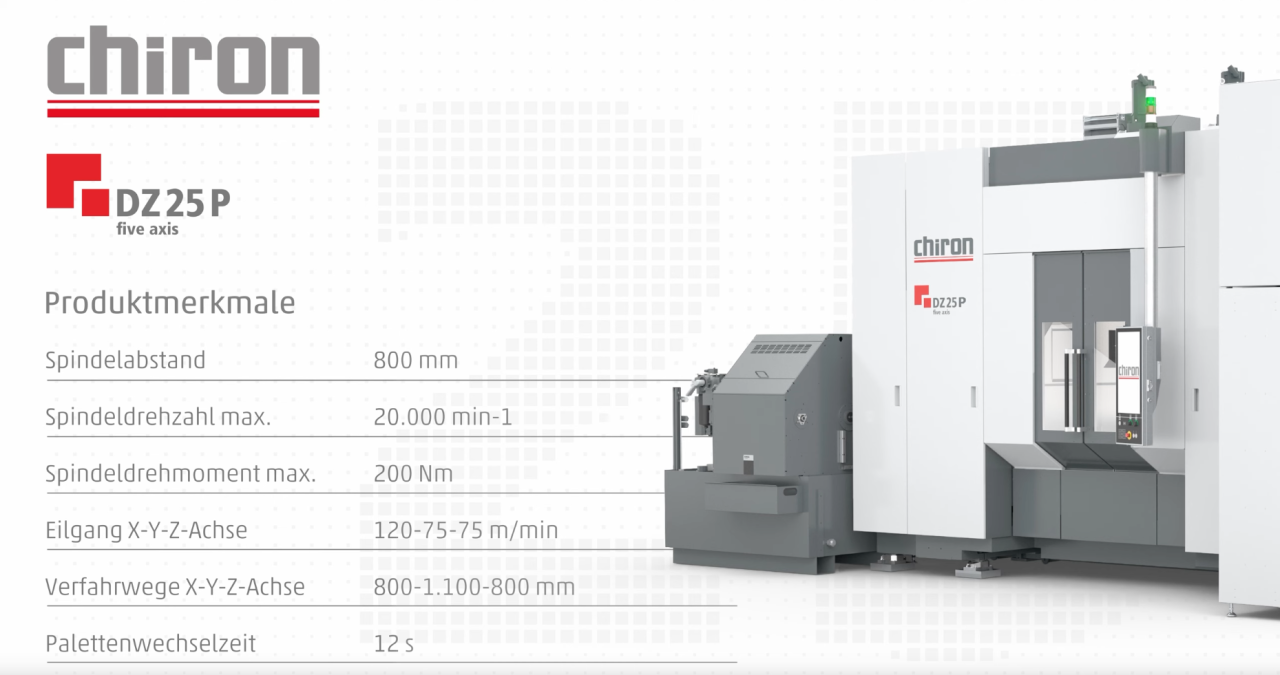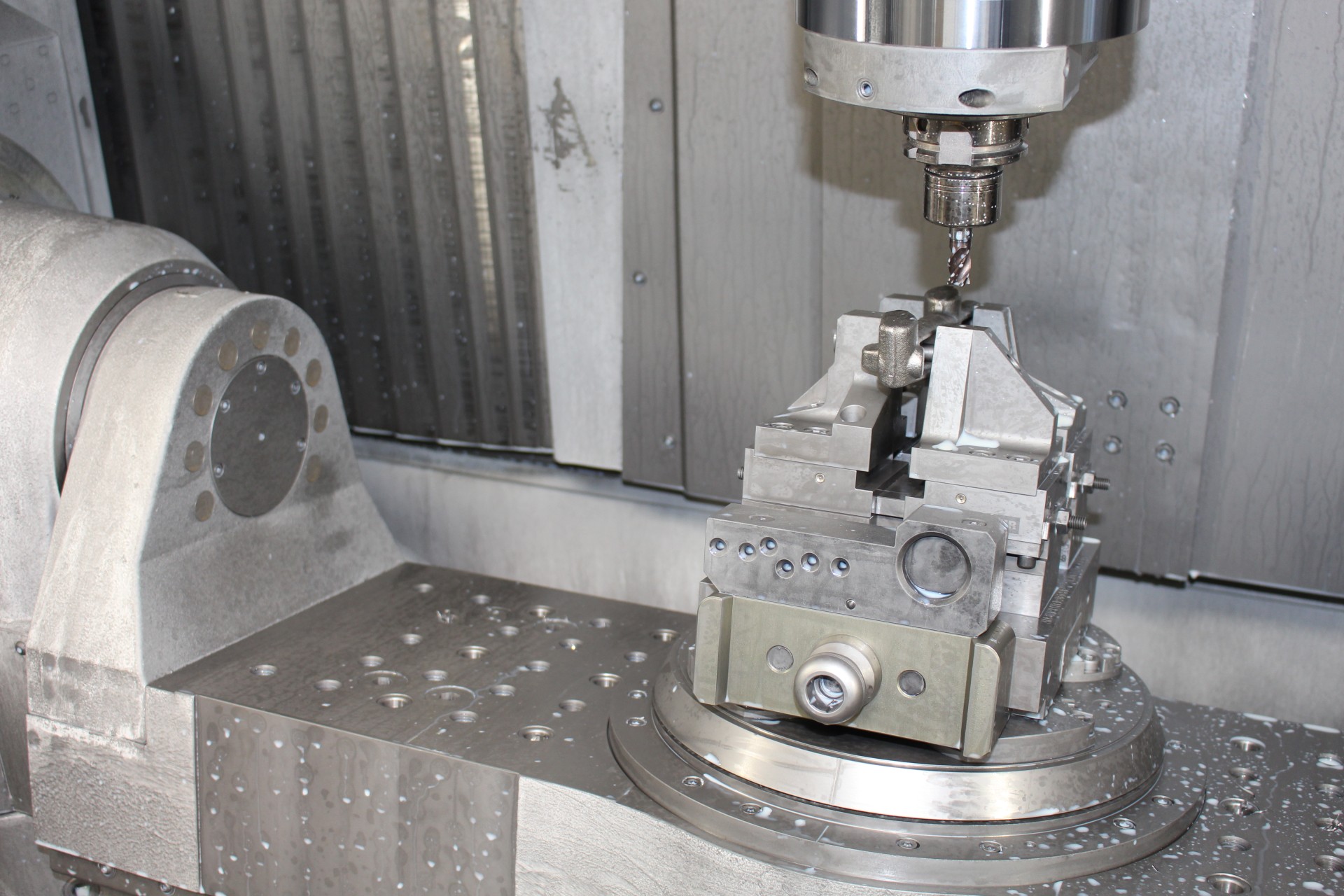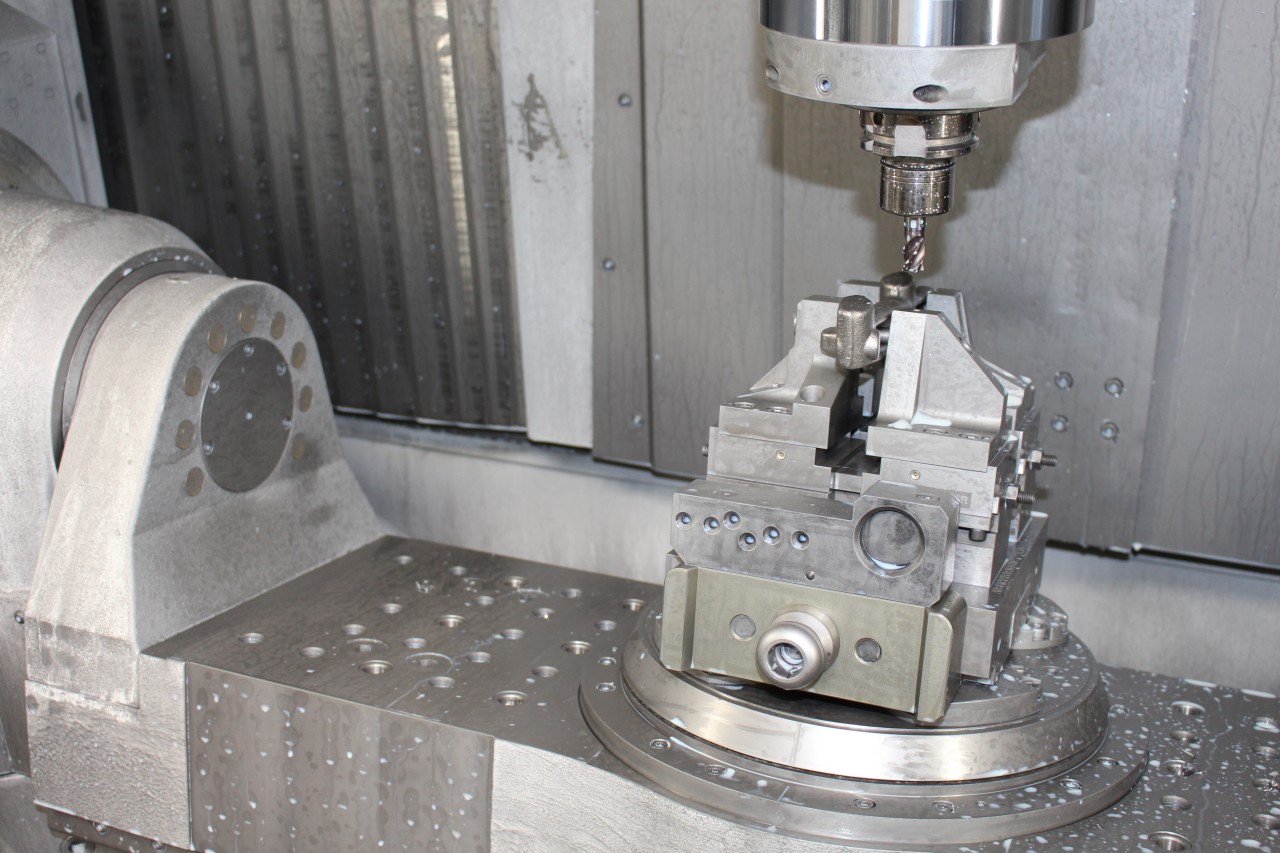
Machining a tail boom on the CHIRON FZ 15 S five axis machining center.
Many different components
but only small batch sizes: Motorcycle accessories manufacturer SW-MOTECH was
hunting for a suitable machining center to cope with the challenge of using
automation to manufacture 400 reoccurring parts in batch sizes of 30 to 200
pieces. »After we'd ascertained that all well-known machining center
manufacturers could mill well, it was the way the CHIRON Group took such great
care to understand our problems that finally made the difference,« says Kai
Jockel, Managing Director of SW-MOTECH GmbH & Co. KG and responsible for
production there. Together, they found a solution with the FZ 15 S five axis
machining center and designed a concept for the robots and clamping technology
which was appropriate to the variety of parts. The system has now been running
flawlessly in three-shift operation for a year. These are the most important
points of the application, but there's plenty more interesting things about the
project and customer.
First and foremost,
SW-MOTECH has interesting beginnings, with its origin on a ferry ride between
Italy and north Africa. In 1994, mechanical engineer Jürgen Swora developed a
tail tank for his Honda Africa Twin for a motorcycle ride to Libya that he was
taking with his friend Jörg Diehl. The bikers met on the ferry crossing to
north Africa, where there were not only lots of riders, but also a motorcycle
dealer who was interested in the tail tank.
»It was the way the CHIRON Group took such great care to understand our problems that finally made the difference.«
Kai Jockel
Managing Director of SW-MOTECH

A Honda Africa Twin has the starring role at the start of the SW-MOTECH story. The tail tank was constructed by the founder for a motorcycle tour through north Africa.
Everything started with the invention of a tail tank
From there, grew a
business idea which led to the founding of SW-MOTECH in 1999. The third member
on board was Kai Jockel, who remembers the time well, »We started back then on a
farm, in an old barn, with a drill and a welding device. Today, we have a headquarters
in Rauschenberg, in Hesse, Germany, 180 employees, a second production location
in Czechia and sales branches in Spain, France and now in the USA too.«
Right from the start, the
company focused on the production of premium motorcycle accessories produced
in-house. Our recipe for success was products that no-one else was offering,«
the managing director explains. Thus, in 2000, the first removable luggage rack
in the world, based on the Quick-Lock bayonet locking system, became their USP.
This was followed, five years later, by the patented Quick-Lock mechanism tank
ring for mounting a tank bag with just one click. »This pioneering product made
sure even the OEM motorcycle manufacturers knew who we were, when before we had
only supplied traders.«
The workload required a third machining center
And with that came new
requirements for production. While at the beginning, the majority of orders
were welded components, now increasing numbers of milled components were
needed. And so, the first three-axis machining center found its home at
SW-MOTECH. »With VCP 800 from Mikron, we very slowly started getting into
milling, only to then discover, quite quickly, that the machine was at full
capacity,« Jockel remembers. Then came the second three-axis milling machine
and, when that too was running around the clock, the company went to the EMO
2019, in Hanover, in search of another machining center. The slogan »Tool
change in 1.5 s« drew Jockel to the CHIRON Group stand at the exhibition.
»Although the speed, in this
respect, is not remotely relevant to us,« the Head of Production says with a
grin. »The part numbers in the motorcycle industry don't really compare to the
automotive industry. 30 parts is a typical batch size for us, and we also
wanted to mill prototypes or mechanisms on the new machine. However, we still
wanted automated manufacture of a wide range of parts.«

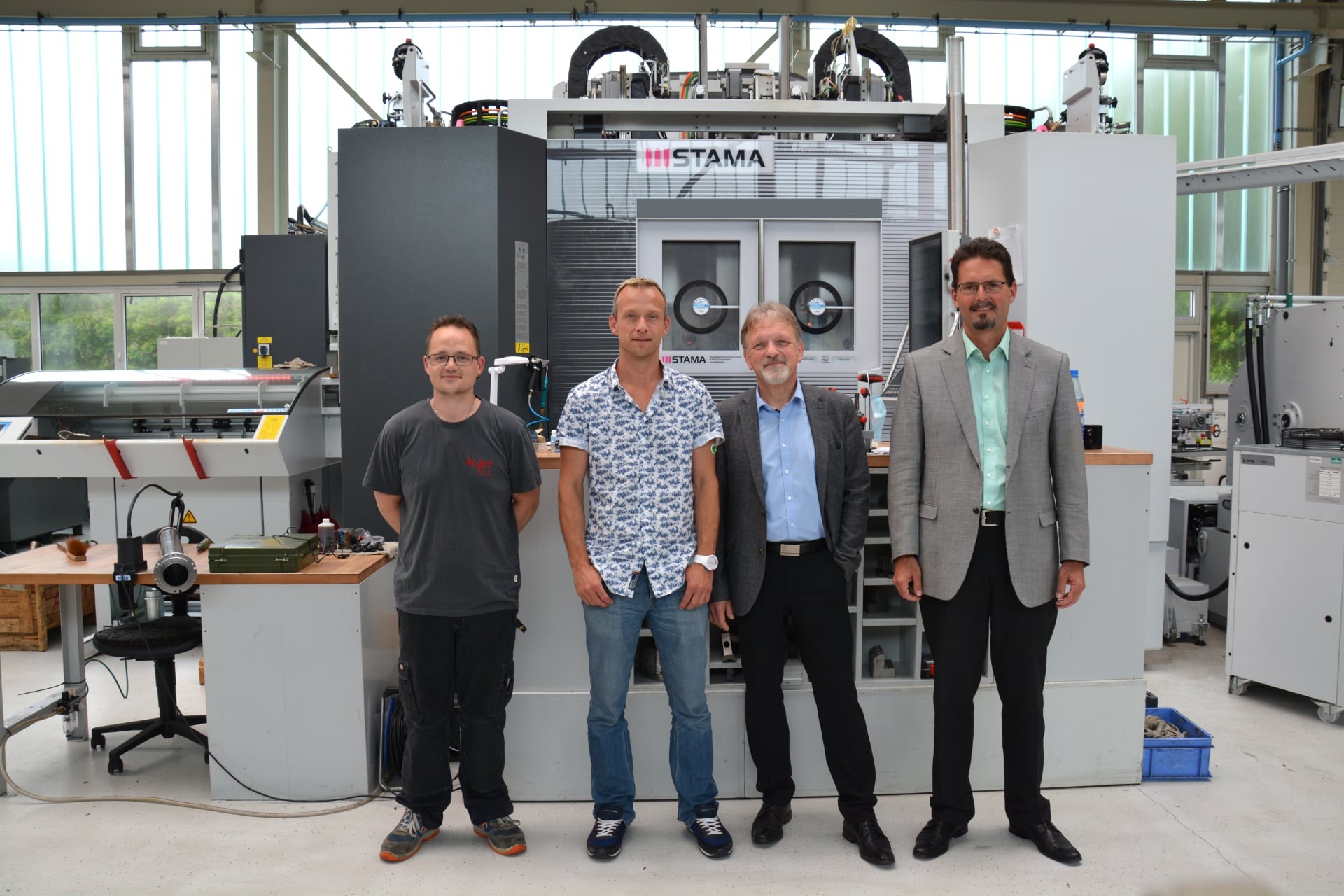
The decision makers in front of the successful system (from right): Kai Jockel, Managing Director SW-MOTECH, Roland Ranisch, Sales Partner at the CHIRON Group, and Bastian Feußner, responsible for machining.
The clamping concept
played a decisive role
That's why the clamping
concept, for the around 400 different components, played such a decisive role.
»We needed to find the balance between the level of investment for the machine
and for the mechanisms, because the workpiece side couldn't cost any more,« Roland
Ranisch, CHIRON Group Sales Partner, describes the initial situation. »So,
using a variety of mechanisms for each part, about half of which would only be
used once a year, wasn't an option.«
Together, they developed a
robot and clamping concept, which also required compromises on the part of
SW-MOTECH. The unmachined parts, or blanks, for certain component groups were
thus standardized, so that the same mechanism could be used more often.
»Because it's quicker to mill off 5 mm excess material from a blank, for
example, than to re-mount,« Ranisch explains. For Jockel, the be all and end
all was to remain with the vice as the final clamping element. »This meant we
only had to invest once in the base device with zero-point clamping system and
only need to adjust the second clamp at the top with the vice.«
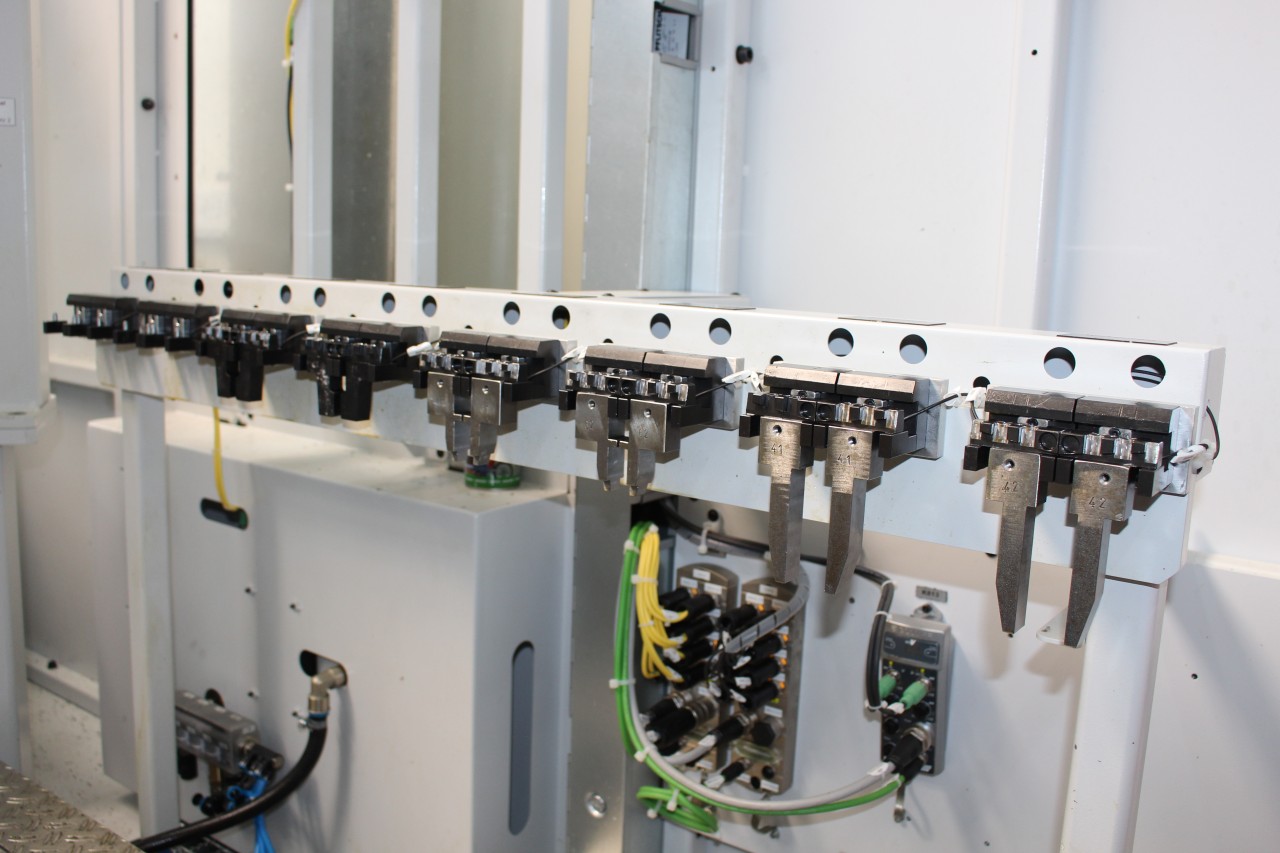
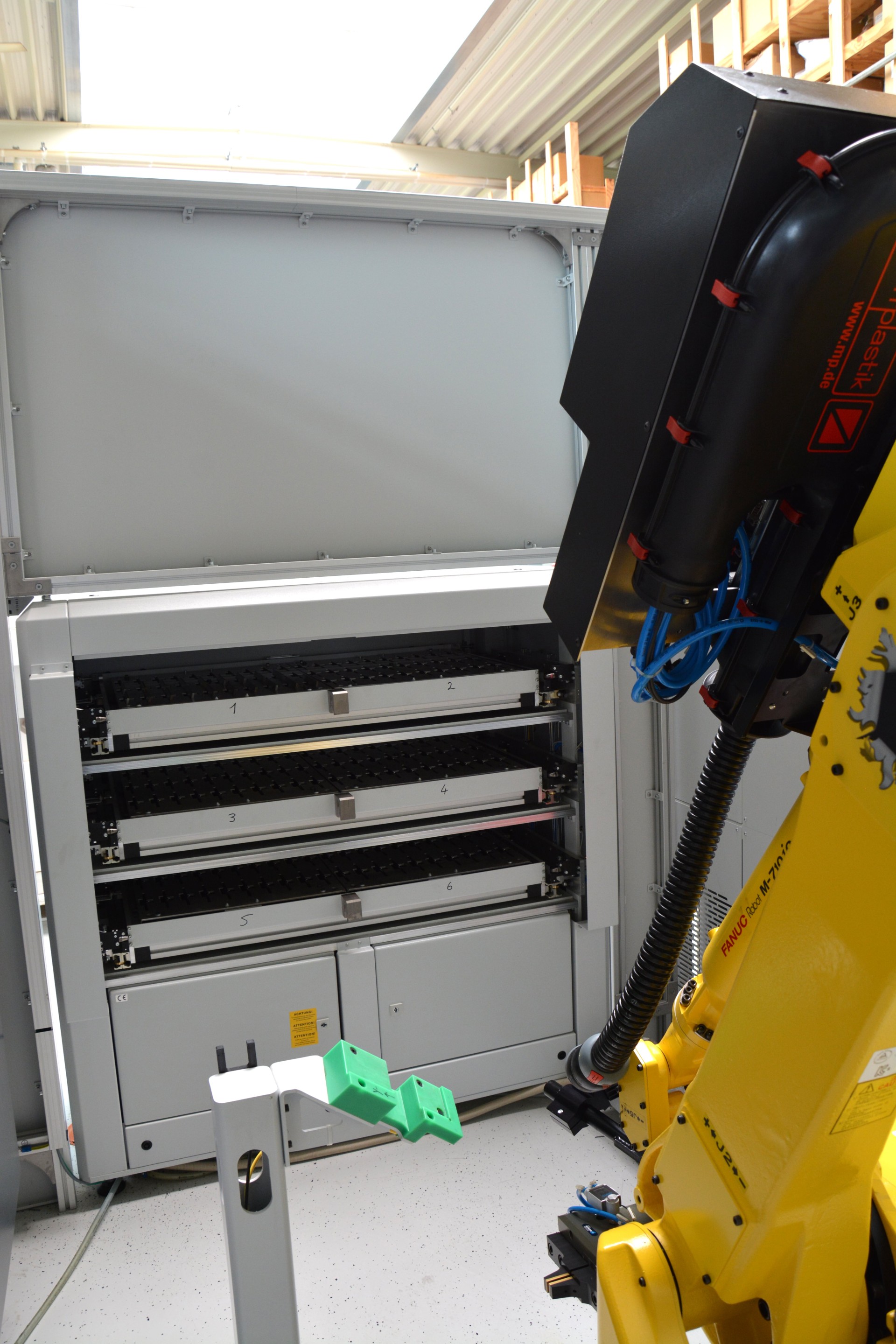
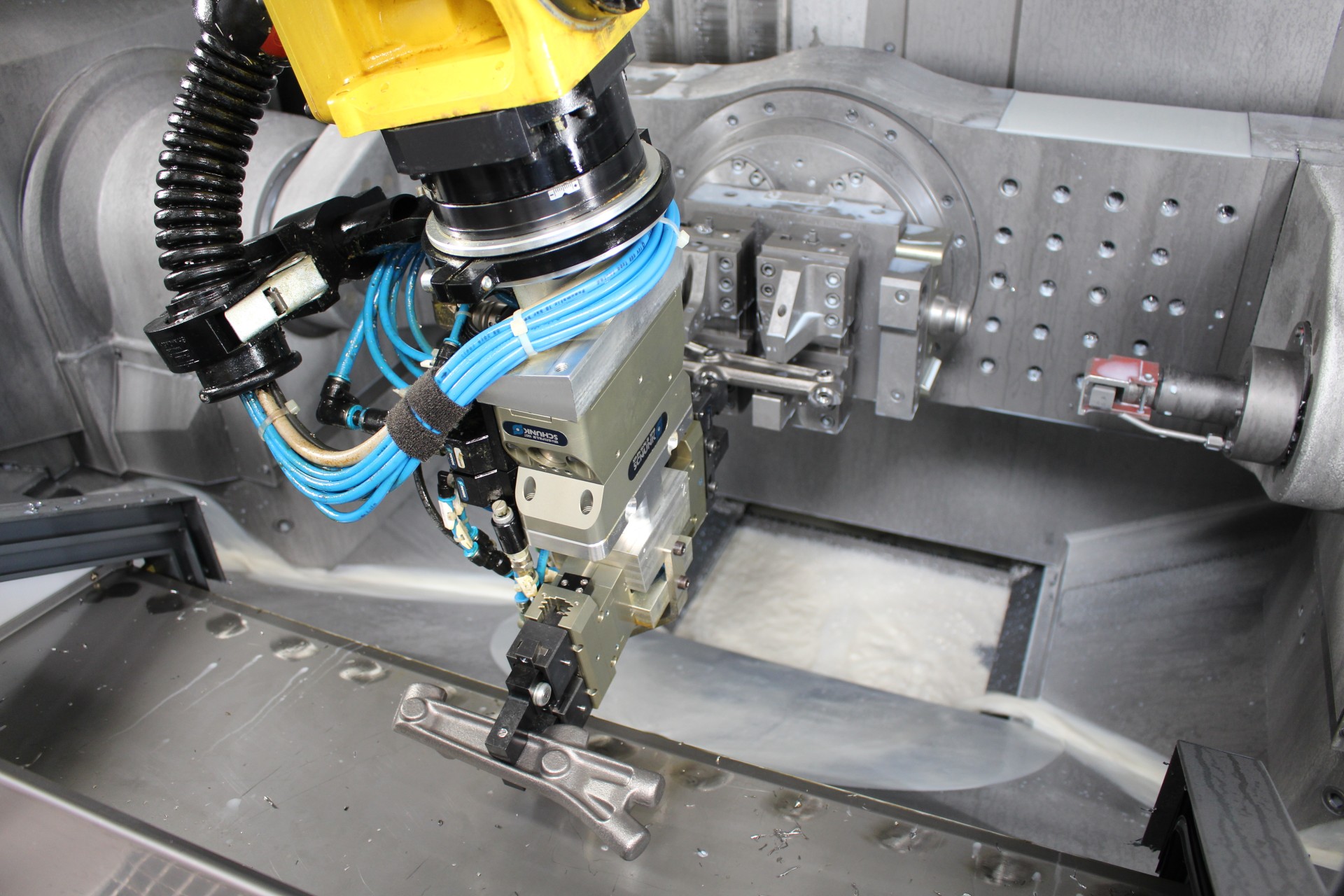
The gripper station has space for eight different grippers.
Rack with six device positions and a station for eight
double-grippers
The final solution now
comprises a Fanuc robot, a paternoster rack with drawers for the blank part
pallets, a rack with six device positions and a gripper station for eight
double grippers.
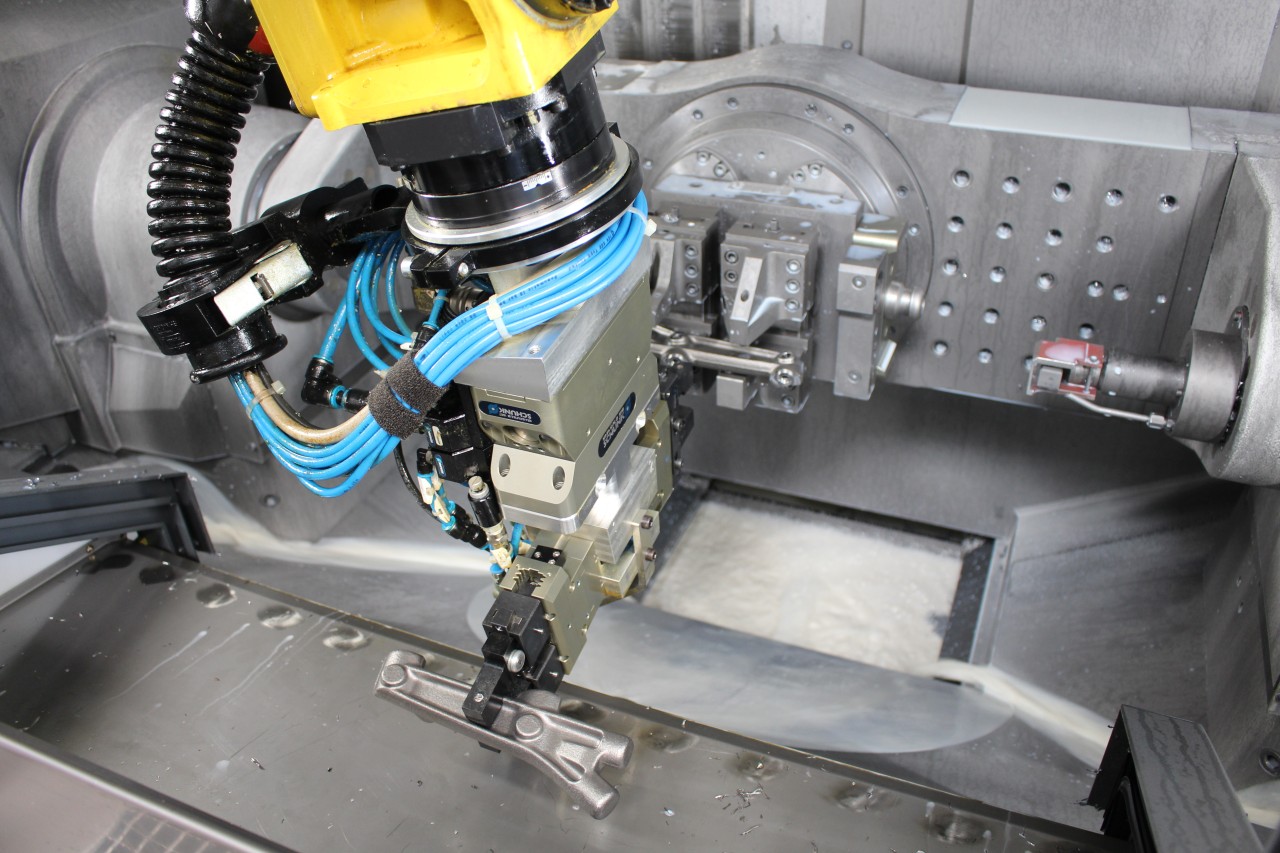
The robot uses a double-gripper to change blank and finished parts.
»By using five-axis machining, we not only reduce the number of clamping position, we also have the opportunity to make expressive design parts on the motorcycle.«
Kai Jockel
Managing Director of SW-MOTECH

View from above of the complete machining cell in the SW-MOTECH Manufacturing department.
The pallets are 600 mm ×
400 mm and have space for up to 52 parts. »The store is designed for a runtime
of eight hours, with 24 pallets and, thanks to the six device positions, six
different components can be machined per shift without operators needing to
manually interfere. The average machining time is three to four minutes,«
Ranisch describes normal operation. Bastian Feußner, who is responsible for
machining, describes the process of changing products, »The robot takes the
device out of the machining center, changes it for a new one and then takes the
gripper with the correct clamps. The pallet with the new blanks is prepared
from the paternoster rack and the robot places the part in the machine. The
following step, thanks to the double-gripper, is when the robot takes the
finished component and places the blank part in. The production order always
specifies whether the necessary devices and gripper are in the racks. A
complete switch over takes around five to six minutes.«
The number of clamping positions needed to be reduced
Choosing the machine
itself was relatively simple, and they decided on the FZ 15 S five axis
machining center because it was best suited to the range of components. There
was, of course, a reason that it had to be five-axis this time. Managing
Director Jockel explains, »We often needed up to four clamping positions for
our three-axis machines. Five-axis machining allowed us to not just reduce the
number of clamping positions, but also gave us more options for more expressive
design parts on the motorcycle.«
The acceptance parts were milled in the required quality
The CHIRON 15 Series
machining centers are fundamentally standard machines, but the options catalog
includes around 300 positions for individualization. »For SW-MOTECH, because of
the customer-specific design on the workpiece-side it was, again, a turnkey
project, including acceptance and production monitoring,« says Ranisch. A
forged part for a frame and an aluminum profile were milled to the required
surface quality and precision, and after three weeks of support from a Chiron
application engineer, SW-MOTECH was able to operate the system without aid.
Now, that really is the
whole story and all that's left is to sum up. Here, the experts Kai Jockel and
Bastian Feußner thoroughly agree, »The system makes what it's meant to make and
has run without a hitch since installation. And that's just how we like it.«
For more information: https://www.SW-MOTECH.info/en/
Everything motorcycles
In 1999, three motorcycle
riders and enthusiasts, Jürgen Swora, Jörg Diehl and Kai Jockel, founded
SW-MOTECH GmbH & Co. KG in an old barn. Today, it is a top global provider
of motorcycle accessories. The company became known for the first removable
luggage rack and the patented Quick-Lock tank ring for mounting tank bags.
Nowadays, the portfolio comprises over 3000 brand products which are exported
to over 70 countries.
These include side and
tail-mounted luggage solutions, as well as protective and safety equipment,
accessories for ergonomics, navigation, and seat-attachments.
Over 300 employees work in
the headquarters in Rauschenberg, Hesse, and in another plant in Brno in
Czechia. The company prides itself on producing premium motorcycle accessories
from conception to design and prototyping, right through to series production,
sales and customer service.