Author: Helmut Damm, Carl Hanser Verlag GmbH & Co. KG
Once a »hidden champion«, Rosenberger Hochfrequenztechnik has long since left its status as a dark horse behind. Hailing from the Upper Bavarian town of Fridolfing, Germany, the company is rushing from one record to the next and growing its global presence in the process.
Between 2011 and 2021 alone, the turnover of the Rosenberger Group more than tripled and it has now definitively surpassed the billion benchmark. The pandemic-affected years of 2019 – 2020 only left a small intermediate plateau in the revenue curve – the impact of which is already fading. The business areas of the Group outperform each other in terms of their future potential:
The »Communication & Data Center« deals with mobile communications and data transmission, while the »Automotive« division manufactures connectivity systems for infotainment, e-mobility and driver assistance systems;
»Medical & Industries« addresses the medical, IoT, autonomous robots and smart home markets;
»Test & Measurement« supplies delicate precision components for testing and measurement technology;
and finally, »CNC Machining Technology« manufactures complex mechanical (large-scale) components on a contract basis.
Miniaturization drives requirements to new heights
The high vertical integration of value creation – which extends from the initial idea through to series production – means that all the necessary technologies can be mastered and driven forward by the company itself. It provides a substantial advantage in markets where acting as a development partner is fundamental for the subsequent business with products and services. Each year, around 430 employees in the Fridolfing-based individual part production technology division (»Technologie Einzelteilfertigung«, shortened to »TE«) manufacture around one billion individual parts on approximately 230 production machines – mainly from non-ferrous metals such as brass and copper, but also from aluminum, plastics and, to a lesser extent, steel.
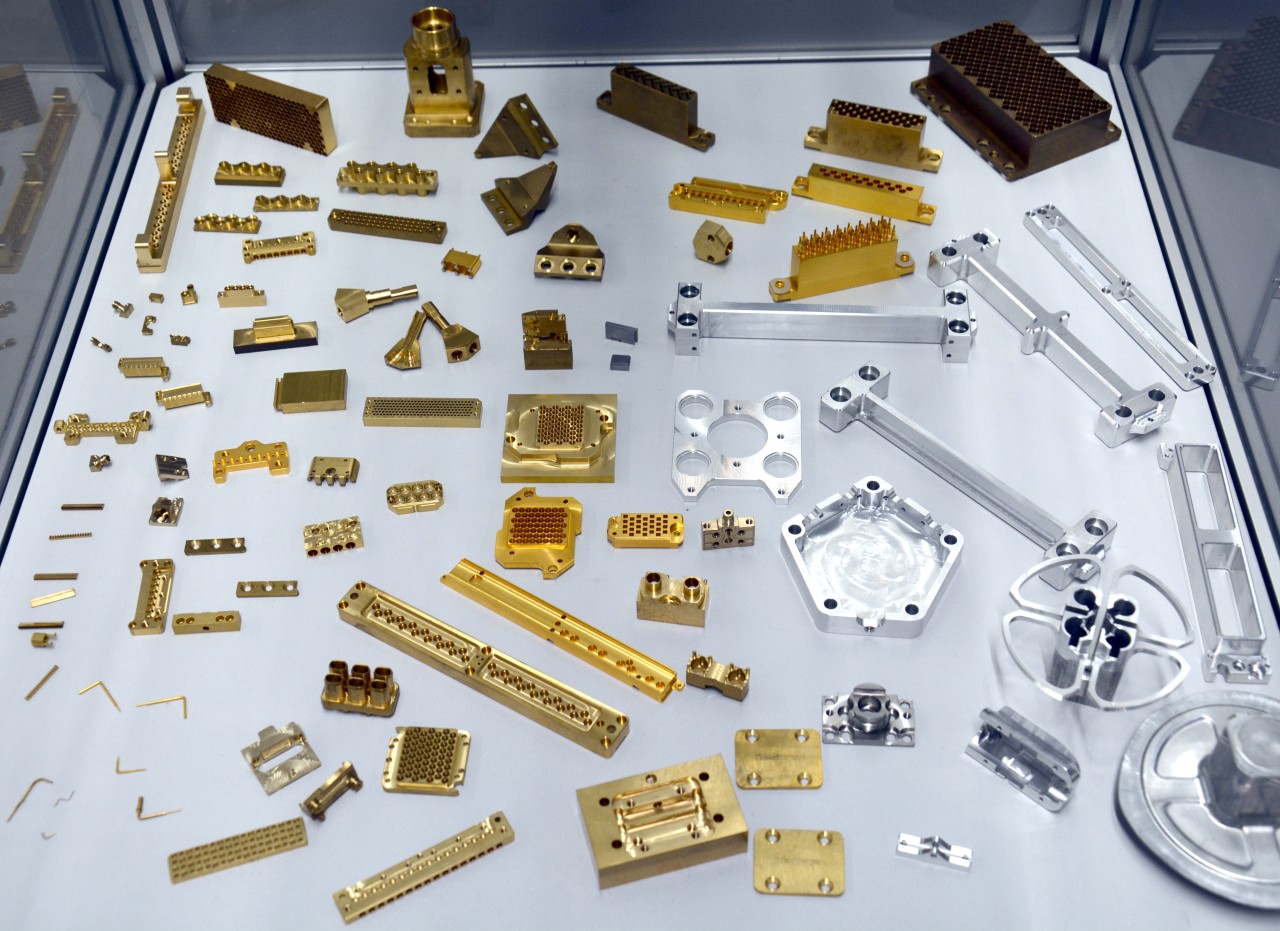
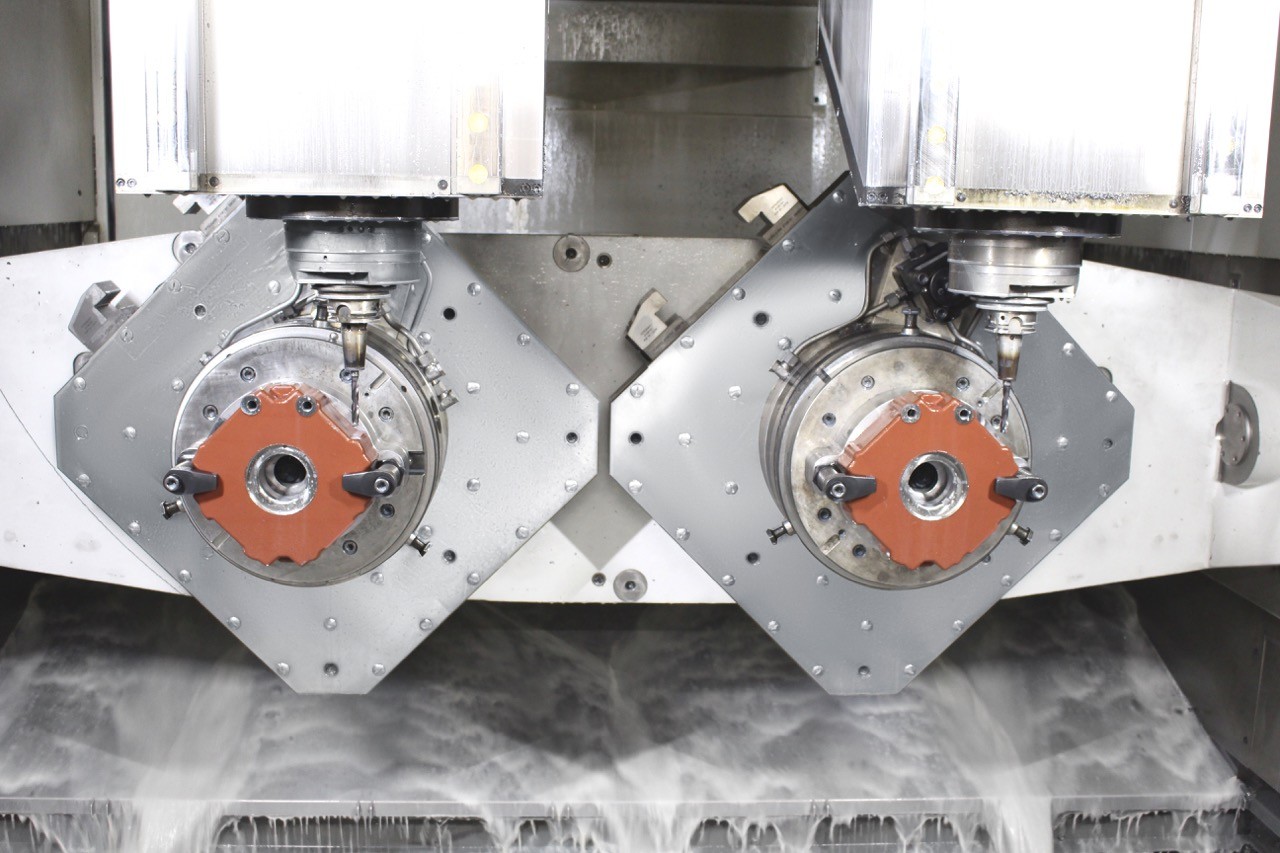
Precision components for high-precision testing and inspection technology: As a result of increasing miniaturization in high-voltage applications, Rosenberger relies on extensive complete machining with the aid of two »FZ 12 S five axis« machining centers from the CHIRON Group. Photo: Carl Hanser Verlag GmbH & Co. KG
The »Test & Measurement« business unit ensures high capacity utilization of the machines with the precision connectors required in this field. One challenge for manufacturing in this regard is the trend toward miniaturization. The higher the frequencies, the more intricate the testing hardware needs to be – beginning with the connectors. This is compounded by rapid growth, which demands an increasingly higher throughput. And in order to remain at the market benchmark in terms of value for money, short cycle times are also relevant. Christian Schmid, Head of Department TE3, explains the situation as follows: »We have different lines and departments where we manufacture everything from sample parts to small and large series. However, the milling area in TE3 is standalone and must therefore also cover the complete connector portfolio. As a result of the aforementioned trends, we have been under technological pressure since 2019 – especially in the five axis area, where we have been operating with off-the-shelf imported machines until now. When we were then assigned the prototype construction – equipped with two outdated milling machines – the purchase of two five axis machines was proposed as a way of replacing the obsolete prototype construction machines and increasing throughput at a higher level of accuracy.«
Concentrated expertise for a flagship project
Helmut Mühlberger, in his responsibility as Group Manager for Control Production Systems TE3, entrusted the high-value procurement project to experienced specialists: Thomas Fellner and Franz Schuhbäck (Production Process Improvers for Control Production Systems TE3) were assigned project management; Andreas Schiechel (Group Manager for TE3) and Florian Stummer from Work Scheduling rounded off the project team.
Ensuring the success of the project by working together on a professional and personal level (from left): Group Manager Andreas Schiechel, Thomas Kehmeier and Peter Kluibenschädl (both CHIRON Group), Set-up Technician Jan Steinbauer, Department Manager Christian Schmid, Production Process Improvers Thomas Fellner and Franz Schuhbäck and Work Scheduler Florian Stummer. Photo: Carl Hanser Verlag GmbH & Co. KG
Christian Schmid has the following summary for the project, which lasted almost two years: »Our goal was to have contemporary processes on precision machines that can keep pace with developments on a continuous basis. Therefore, the decision was made in favor of two identical CHIRON machining centers of the FZ 12 S five axis type.« Beginning with the initial contact with the Tuttlingen-based machine builder in April 2019, the entire process – from the project planning that took place in May 2020 through to the scheduled delivery of the machines in November 2021 and February 2022 – was conducted successfully despite the pandemic-related restrictions. Numerous discussions and carefully researched specifications provided the basis for this success.
Fast, precise, universal and future-proof
Over the course of the assembly, the essential requirements quickly became clear. As Thomas Fellner puts it: »The wide variety of connectors for test applications contribute significantly to the utilization of our milling capacities. Their complex external and internal geometries require a variety of tools. This brought short chip-to-chip times into focus. At 2.6 s, the FZ 12 S five axis offered the greatest potential in this regard among a comparison of competitors. Intricate connectors also have tighter tolerances. For function-critical dimensions, this is often ±5 µm with regard to shape and positional tolerance, which requires an extremely high level of positional accuracy from the machines. To this end, the CHIRON Group offered us the sample machining of two selected components in Tuttlingen, Germany, which allowed us to make a direct comparison to the previous processes. Both were mastered with flying colors and additionally resulted in significant main time reductions of 30 percent or more. This – along with the other good impressions we obtained from Tuttlingen – dispelled any reservations on our part. It's worth reminding that we'd had no experience with the CHIRON Group prior to that point.«

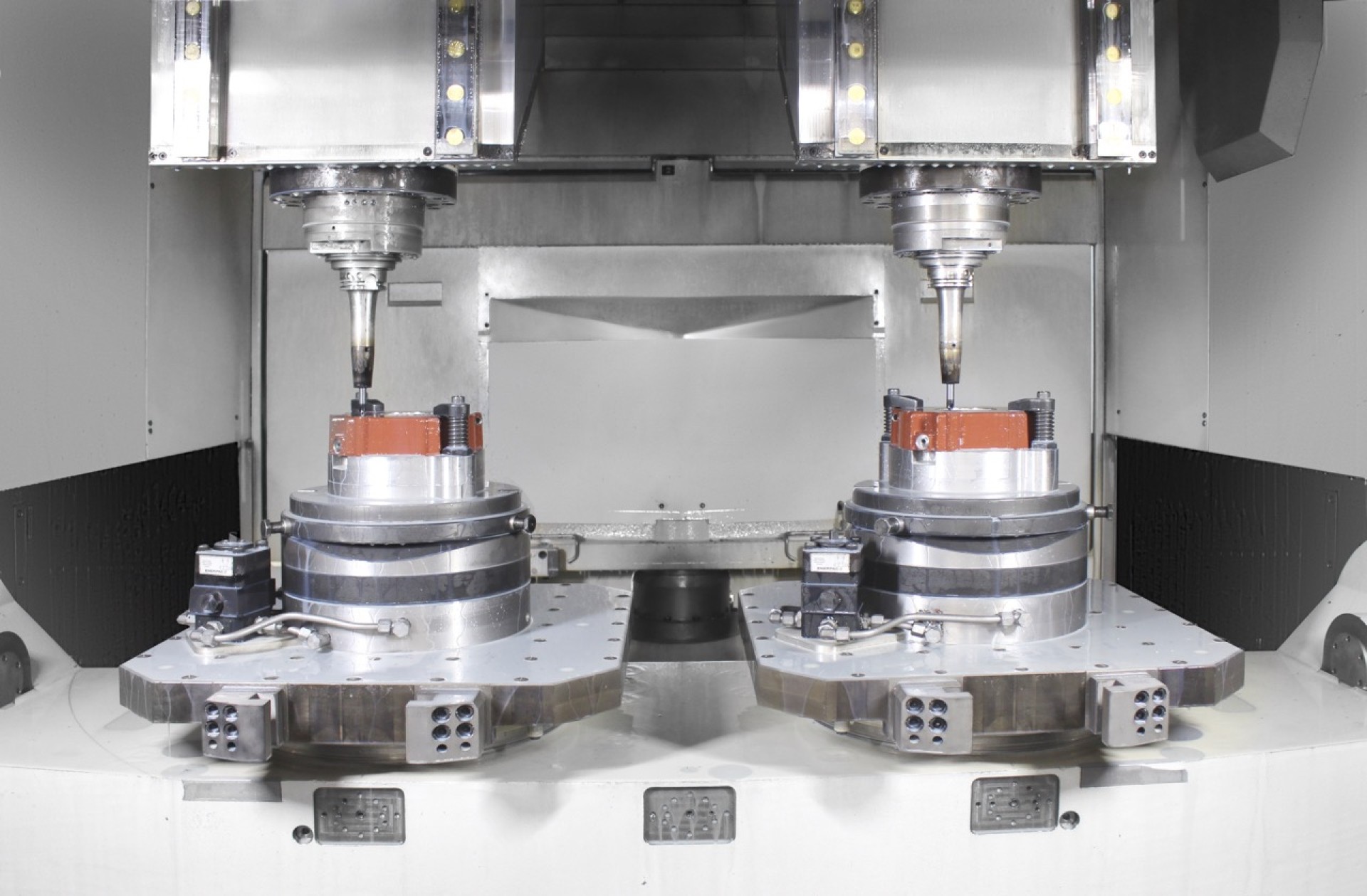
With the two FZ 12 S five axis machines, Rosenberger Hochfrequenztechnik has entered a »new universe« in terms of precision, productivity and flexibility in automated five axis machining. Photo: Carl Hanser Verlag GmbH & Co. KG
Franz Schuhbäck adds the following: »Since we also have components with OP 10 and OP 20, which previously had to run through two separate machines, the possibility of complete machining was important to us for reasons of productivity and precision. To this end, the FZ 12 S five axis machines have a secondary clamping surface in addition to the face plate. Furthermore, the analysis of our parts spectrum has revealed average batch sizes between 500 and 1,000 and this is the case for variant-rich repetitive parts with run times in the minutes range. The machines should therefore also be able to be converted quickly. The accessibility and the overall concept of the FZ 12 S five axis machines have noticeably reduced our expenses in this regard. For the not infrequent case that a sample part becomes a series part, rational NC program handling was also important to us, i.e. ensuring a short path to the first good part. Thanks to all the features – from the modern Siemens 840D sl type control system and the fast processors through to the user interface – there's nothing left to be desired in this respect.«
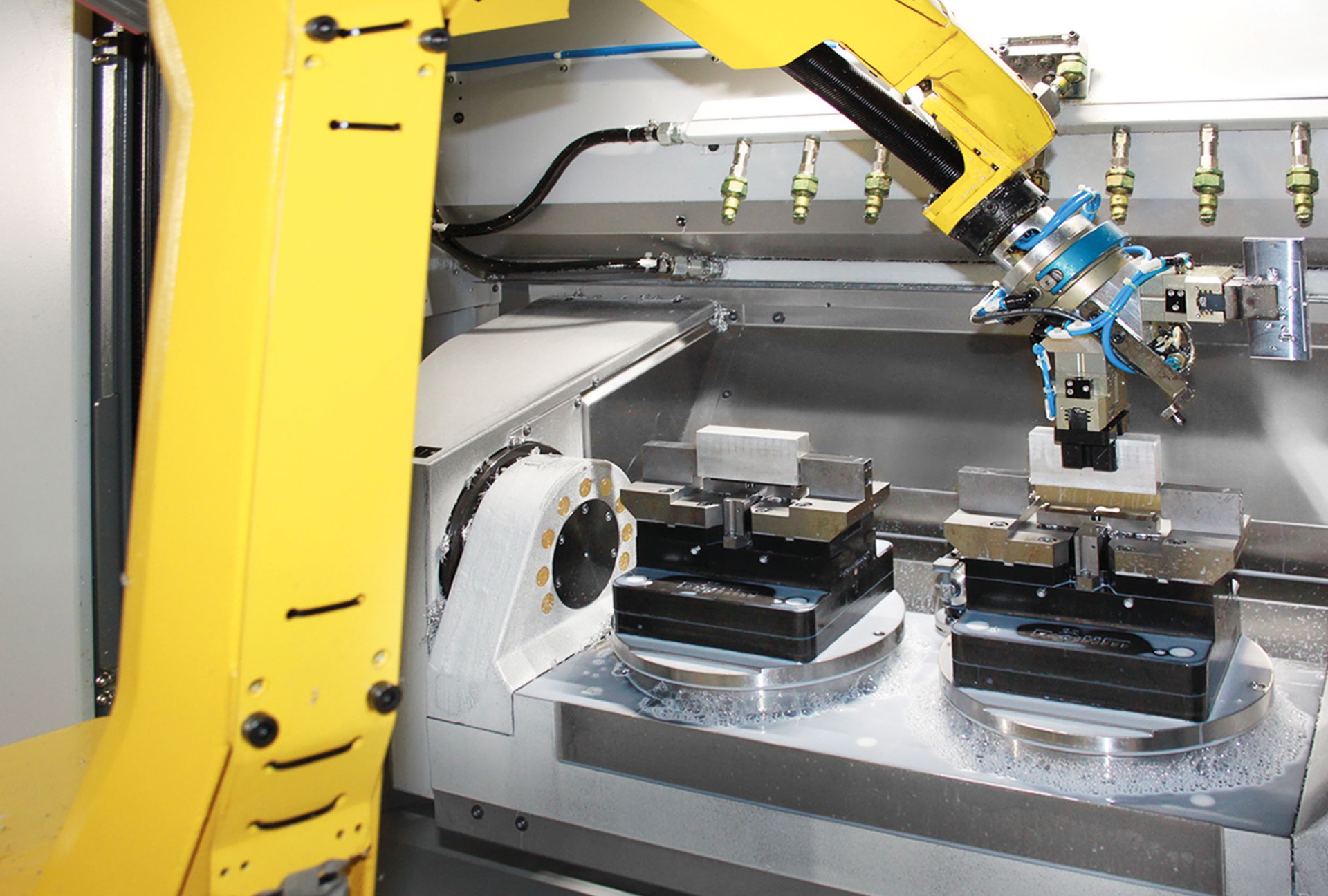
Andreas Schiechel gives the following summary with regard to the perspective component of the selection criteria: »We were looking for a partner with potential in terms of its technology spectrum and product portfolio. A single-spindle machine may be sufficient for us today, but tomorrow, we might need a two-spindle version with a shuttle table. Or alternatively, we may require an off-the-shelf mill-turn solution or a milling machine with a larger design. The CHIRON Group offers this spectrum and thus satisfies the Rosenberger philosophy of seeking partners with whom we can collaborate over the long term, ideally for as long as possible. One of the most important considerations was that the machines also had to meet the requirements for different expansion stages of automation, up to autonomous 24/7 operation. This is something we're currently working on and we're automating one of the machines independently via robot-supported automation with blank handling. The machines offer unlimited prerequisites for this step, also thanks to available additional equipment such as a loader interface and automatic doors, tool breakage detection and a spindle measuring probe, as well as leakage monitoring of the coolant system.«

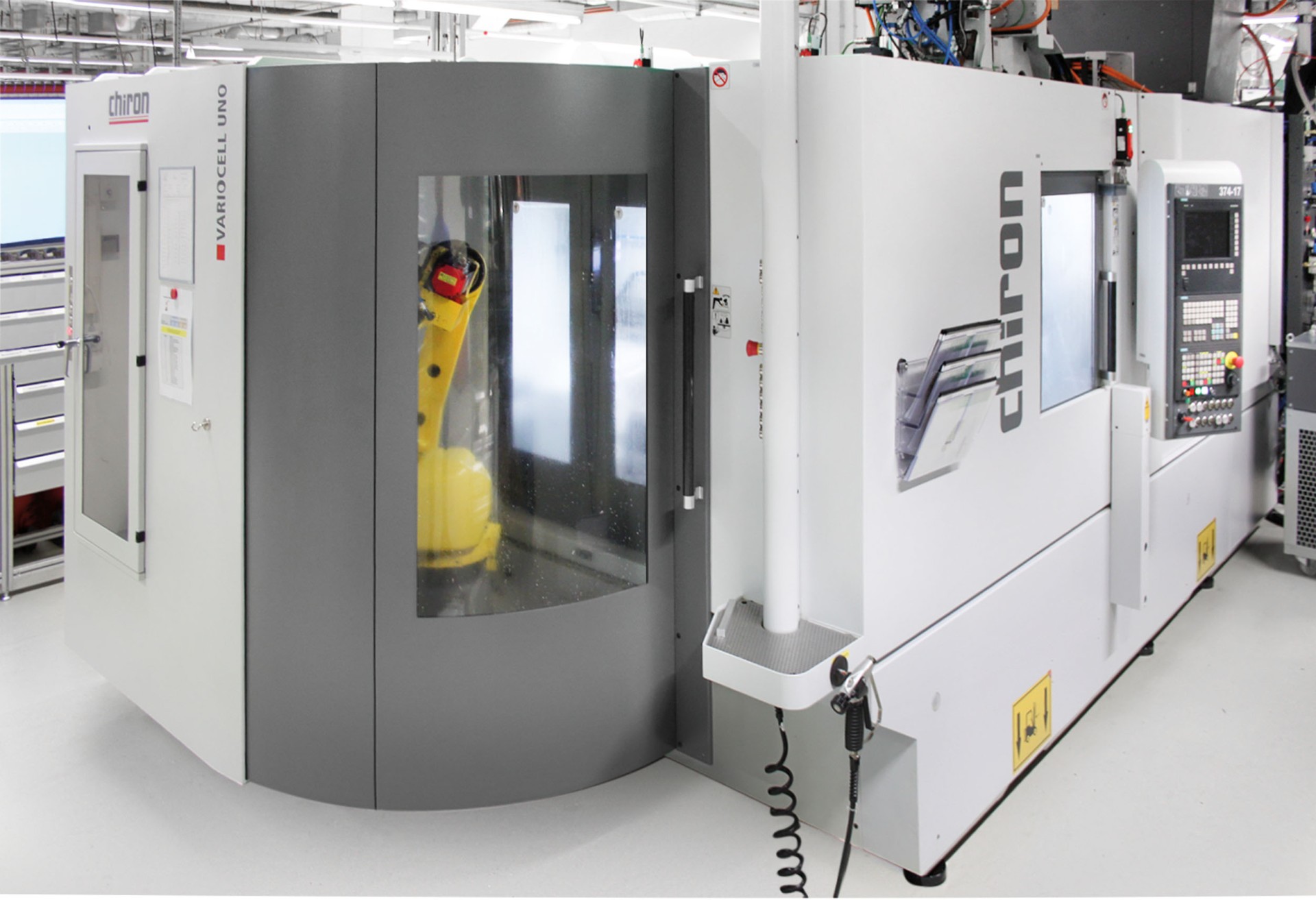
On its own initiative, Rosenberger is adapting a robot-supported automation system with blank handling to one of the FZ 12 S five axis machines; both CHIRON machines inherently possess all the necessary prerequisites for this. Photo: Rosenberger Hochfrequenztechnik GmbH & Co. KG
Exemplary customer orientation
In the interest of short set-up times, Rosenberger docks the clamping devices – which are primarily produced by the company's own fixture construction division – onto a zero-point clamping system that is used throughout the production process. The workpiece change of the saw sections is then carried out manually by the operating personnel for non-automated machines. In order to fully utilize the machine's traverse paths, the CHIRON Group has integrated the zero-point clamping system for Rosenberger directly into the C-axis, essentially doing away with a face plate. This reduces the installation height by 50 mm and also increases the changeover accuracy thanks to a lower number of interfaces. Andreas Schiechel provides further explanation: »Even with such individual requirements, the difference from manufacturers who offer off-the-shelf machines becomes apparent. The price is higher, of course, but a look at the design of the CHIRON machining centers nonetheless proves that we are talking about two different worlds here.« In general, the project work in partnership with the CHIRON Group has left positive impressions on Rosenberger.
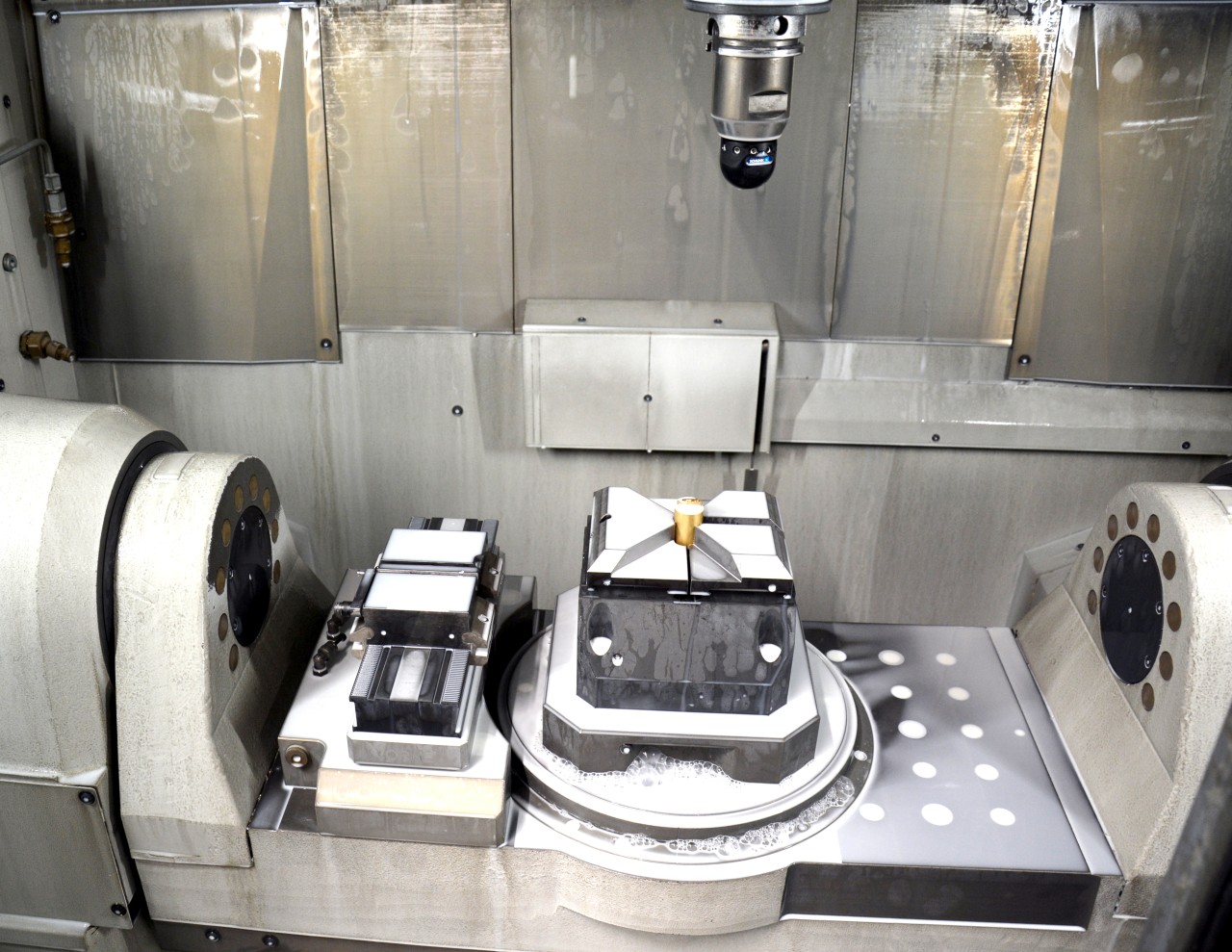
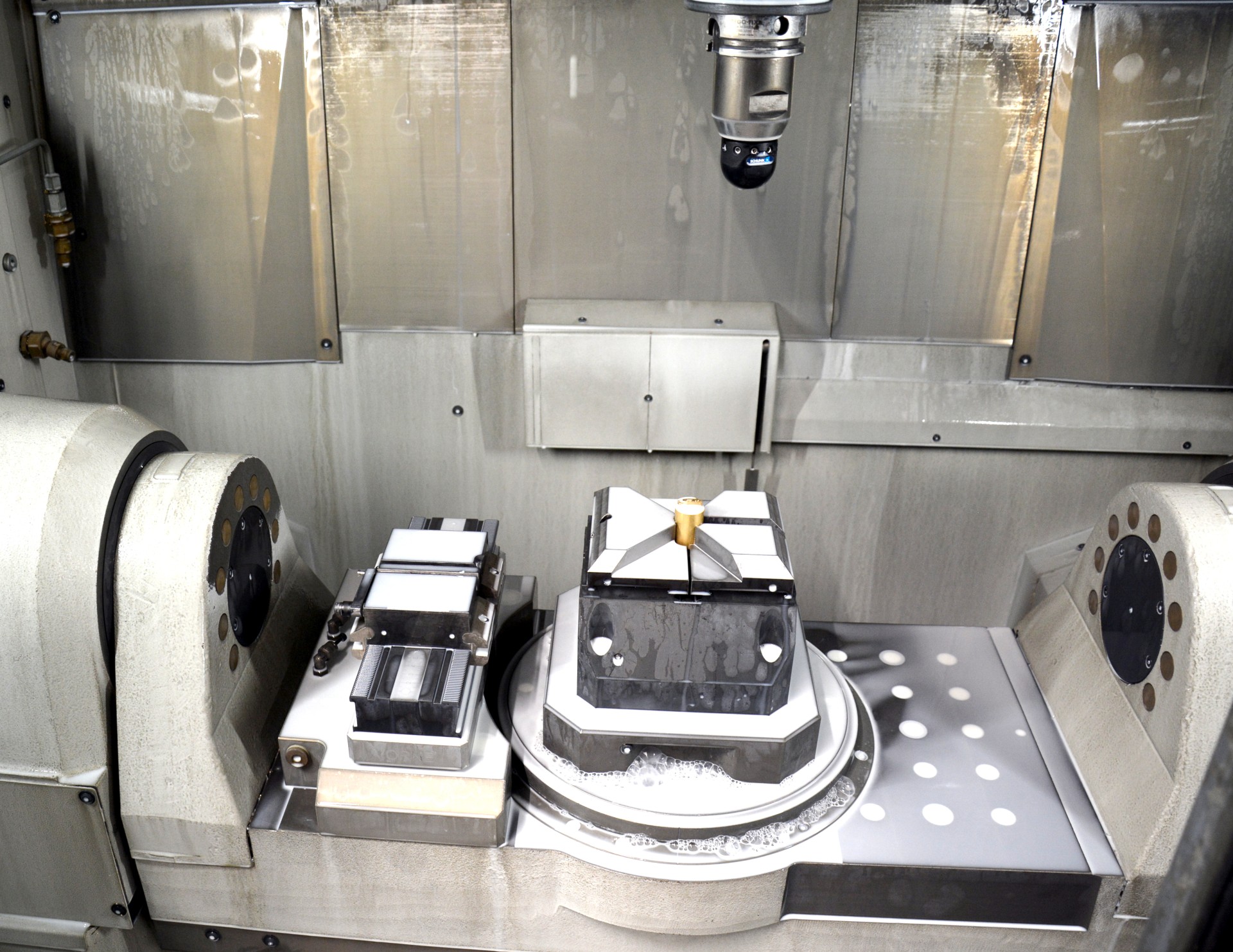
View of the swivel bridge of the five axis machining centers and of the auxiliary clamping surface (located on the left), which provides valuable services for the complete machining of components. Photo: Carl Hanser Verlag GmbH & Co. KG
Many questions regarding how to optimize the process and what would constitute the ideal machine had to be clarified and these were answered promptly and patiently. For instance, the experts at Rosenberger had initially come up with a different machine variant based on their own research. The concept in question was a mill-turn center with a bar feeder. Through consultation with Thomas Kehmeier, the responsible sales engineer at the CHIRON Group, as well as Peter Kluibenschädl from the nearby Austrian sales region, overdimensioning was identified as one issue with this solution; other points were also raised regarding the usefulness of certain equipment features. According to Franz Schuhbäck: »Their unobtrusive, competent and cooperative manner made for pleasant working and left an earnest impression on us. This cooperation additionally extends to aftersales, as well. By enabling remote maintenance, we are able to obtain assistance with short response times and little effort. We are still in the process of transferring additional components to the two FZ 12 S five axis machines. If we have any questions, we can get support from Tuttlingen at any time.«
The Rosenberger Group, as it is known today, has been in existence since 1958. Over time, it has developed into a leading supplier of high-frequency, fiber-optic and high-voltage connectivity solutions. The connectors and cable assemblies are produced primarily in-house, covering all stages from the initial idea through to series production and assembly and are used primarily in the fields of mobile communications and telecommunications, industrial measurement technology, the automotive industry, medical and industrial electronics, data technology and aerospace technology. The Rosenberger Group employs a total of around 14,800 people worldwide. Nearly 3,000 of Rosenberger's employees are based at its headquarters in Fridolfing, Germany and the production area at the Fridolfing site alone spans an area of 25,000 m2.
More information can be found at: www.rosenberger.com