Author: Edgar Grundler, Publica-Press Heiden AG
When it comes to weighing technology and its corresponding measuring systems, there is hardly any other industrial sector that illustrates more impressively the change from mechanics via electromechanics to mechatronics. Especially since many mechatronic-electronic systems still have a purely mechanical heart.
The best example of this is the aforementioned weighing technology of all sizes, and this in turn is inextricably linked to the globally active company Mettler-Toledo. With 17,800 employees – including 1,300 in R&D alone and 8,500 experts in Sales, Service and Support – turnover of $3.7 billion, a broad product portfolio and finally a presence in 40 countries, the company sees itself as a leading global manufacturer and provider of precision instruments and services for use in laboratories and production facilities. The components, devices and individual system solutions are manufactured in production facilities in Europe, America and Asia.
Mettler-Toledo GmbH, Weighing and Instrument Components, plays a very important role in this and is based in Nänikon, Switzerland. This is because the MTWIC department, which belongs to the central Mechanical Manufacturing area, is responsible for production and assembly and is one of the departments located in this plant. Here, the weighing technology cells, which represent the core or the aforementioned mechanical heart of a load cell, are produced primarily from aluminum and five other different raw materials in a monoblock design. Remo Cadonau, Head of Mechanical Manufacturing at Mettler-Toledo GmbH, commented: »We manufacture up to 80,000 engine blocks per year in the milling shop and this is increasing. They are available in four variants with sizes up to 70 x 33 x 110 mm (H/W/L) and in batch sizes of 100 or max. 350 pieces. The running times for the individual workpieces are between 10 and 33 minutes, depending on the 4- or 5-axis machining selected. To deliver the growing quantities on schedule, we currently have six CNC machining centers in use, which produce the parts in staggered two-shift operation, each supervised by a specialist and a trained operator.«
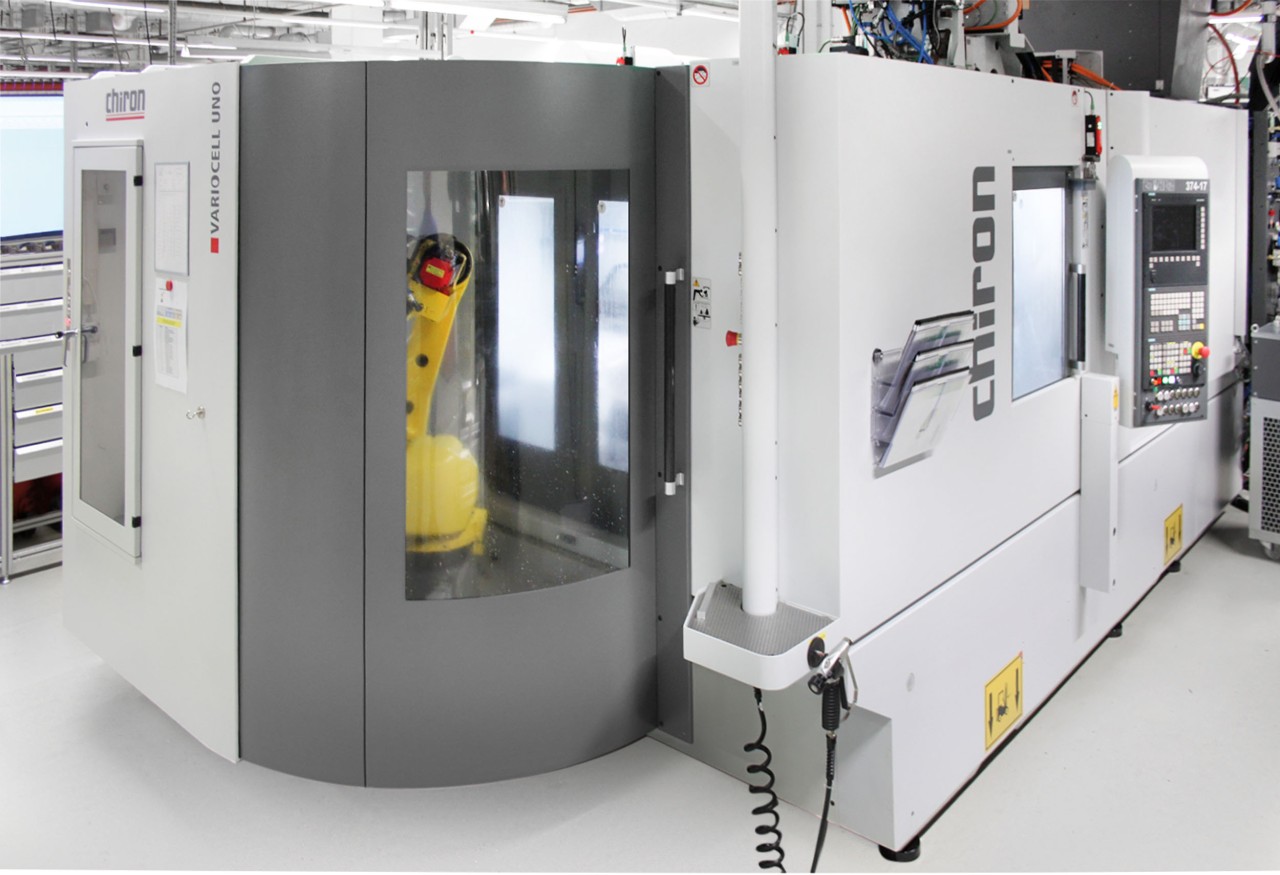
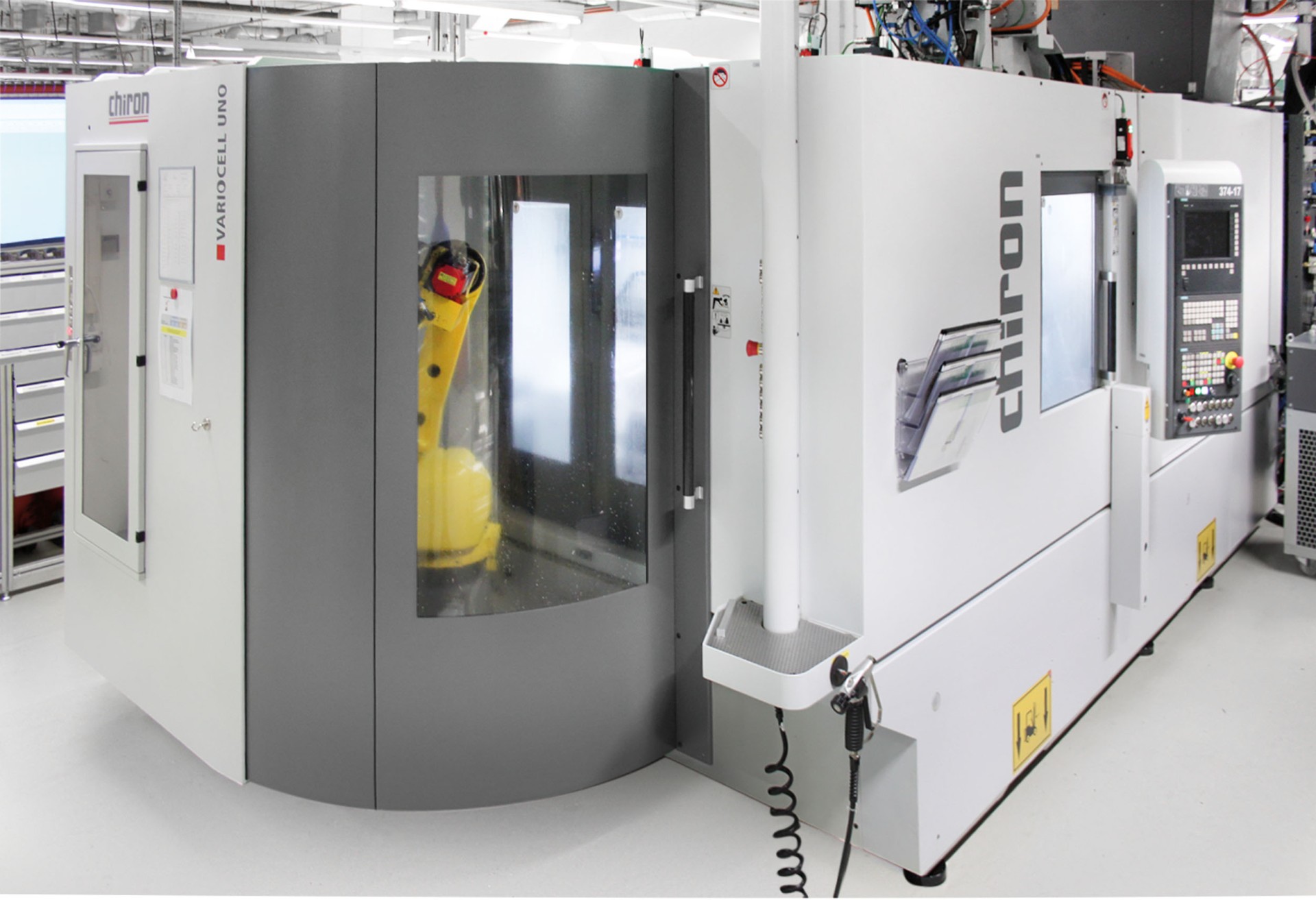
The new fully automated manufacturing system at Mettler-Toledo GmbH; in front the compact VariocellUno automation unit and behind it the FZ 15 W five axis vertical CNC machining center with integrated workpiece changer. Photo: Publica-Press Heiden AG
Target: 6,000 spindle hours p.a.
For the production of the cubic parts, for 10 years Mettler-Toledo GmbH has relied on the compact CNC machining centers from the CHIRON Group SE in Tuttlingen, Germany, among others; of these, there is one FZ 12 type for 4-axis machining and three FZ 15 types for 5-axis machining, all of which are equipped with a shuttle table. So naturally, in light of the necessary capacity expansion and the desire for an even higher degree of automation as well as the replacement of an existing machining center, when the evaluation for a fully automatic production system came up, Remo Cadonau and colleagues also inquired with their proven machine partner, the CHIRON Group. Dardan Muslija, CNC Specialist Manufacturing Technology & Maintenance at Mettler-Toledo, and as such responsible for project control and programming up to the handover of the production-ready process technology to the milling shop, explained: »While we were already able to significantly reduce set-up and loading times with the CHIRON machining centers with shuttle table equipment, we are now striving for further performance increases with an even higher degree of automation. The declared aim is to achieve 21 to 23 hours per working day and thus around 6,000 hours of spindle running time per year. In addition, automation also makes sense for us in that, on the one hand, we further increase self-sufficiency and, on the other hand, relieve the trained operators and, last but not least, the process specialists.« In close cooperation with Simon Heim, Technical Consulting/Sales at the CHIRON Group SE for Swiss customers, an individual manufacturing system was configured. This is essentially based on the proven FZ 15 W five axis machining center with workpiece shuttle table, but is however the latest version with extended features, and above all is supplemented by the robot-assisted VariocellUno magazine and loading system for fully automatic workpiece handling.

The workpiece magazine, which can hold a maximum of 24 pallets of size 600 x 400 mm. The part-specific nests are used to hold sawn blanks, semi-finished products or finished parts.
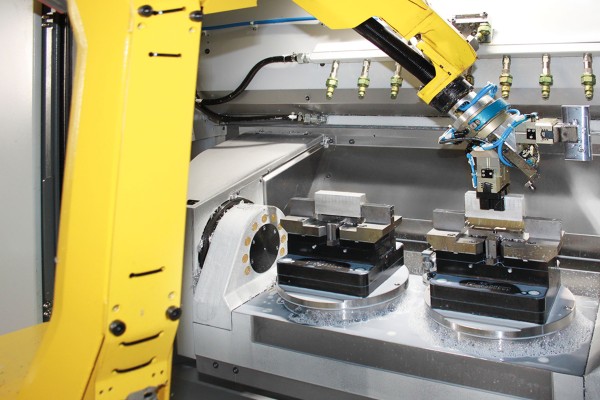
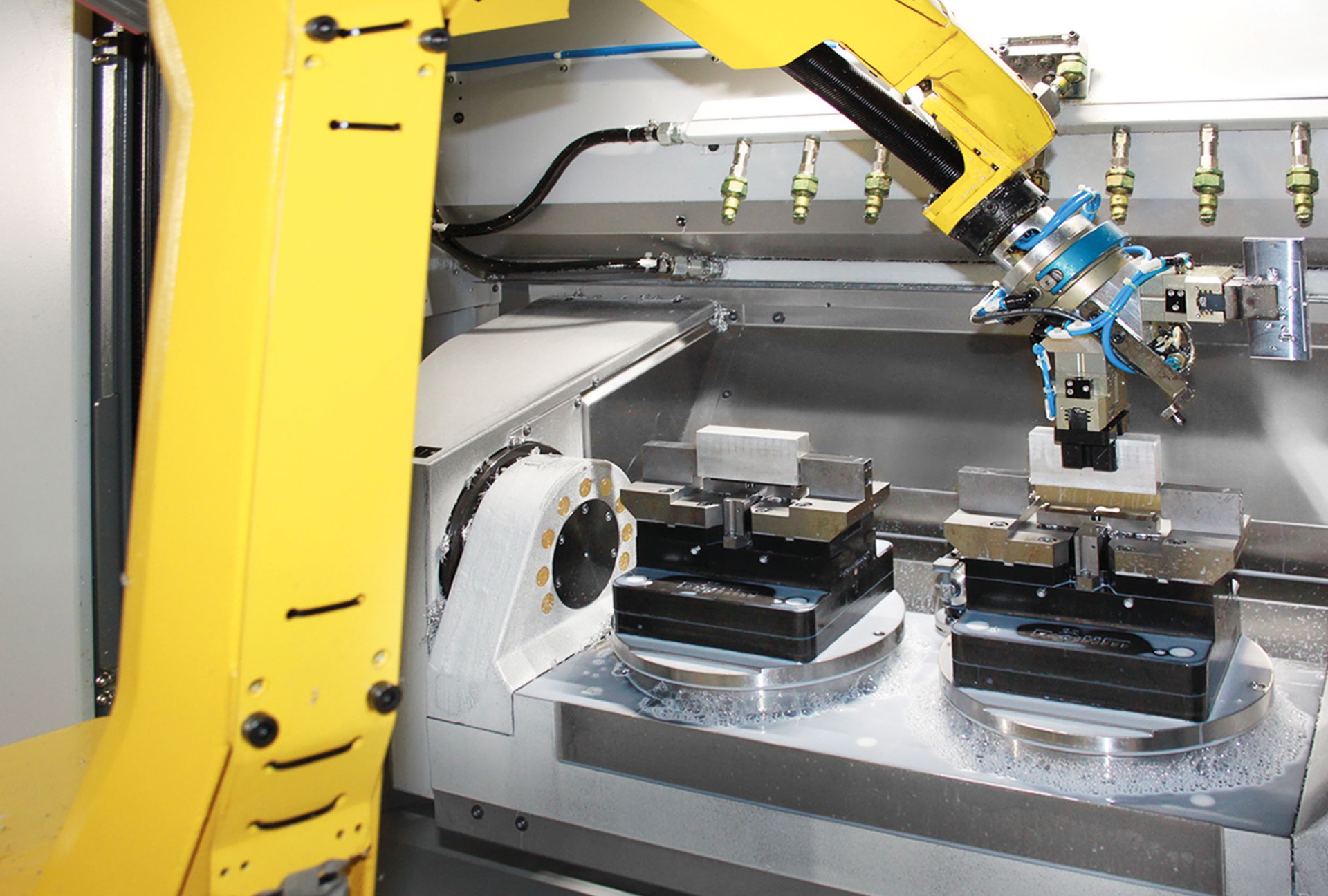
Feeding of a workpiece clamping device installed on the swivel table (A-axis), which has two integrated NC rotary tables (C-axis).
Photos: Publica-Press Heiden AG
Next step: Full automation!
Accordingly, the new, fully automated production system for Mettler-Toledo consists of an FZ 15 W five axis vertical CNC machining center with workpiece shuttle table, which has travel distances of X=730, Y=400 and Z=360 mm and operates at spindle speeds of up to 15,000 rpm and a max. torque 140 Nm. Equipped with the well-known very fast automatic tool changer (change time 0.9 s or chip-to-chip time 2.4 s), the optionally extended tool magazine with 64 places, the integrated workpiece changing device (change time approx. 3.5 s) with 2-axis swiveling device (swivel axis as A axis and NC rotary table as C axis) and feed drives for rapid traverse speeds of 75 m/min in the X, Y and Z axes, all the prerequisites for highly dynamic complete machining are already met in the basic version. Other features include: Siemens 840D solution line CNC control system, automatic temperature compensation, Cycle 800 software module including kinematics data for machining tilted surfaces, automatic zero point calculation, reinforced coolant system, Lasercontrol Single F1000 tool breakage control system and probe for measurements in the machine.

XPR5004SC Comparator

HX204 Halogen Moisture Analyzer
Photos: Mettler-Toledo GmbH
The VariocellUno universal, robot-assisted loading and unloading system is installed for fully automatic workpiece handling. Equipped with a 6-axis robot and a pallet stacking system for pallets measuring 600 x 400 mm, up to 24 pallets can be loaded with (sawn) blanks or finished workpieces can be returned to storage during machining, depending on the workpiece dimensions. Since the magazine and loading system is designed as an independent unit and is only docked to the machining center mechanically and in terms of control technology, access to the work/loading area for manual loading and for changeover/service work remains unrestricted.
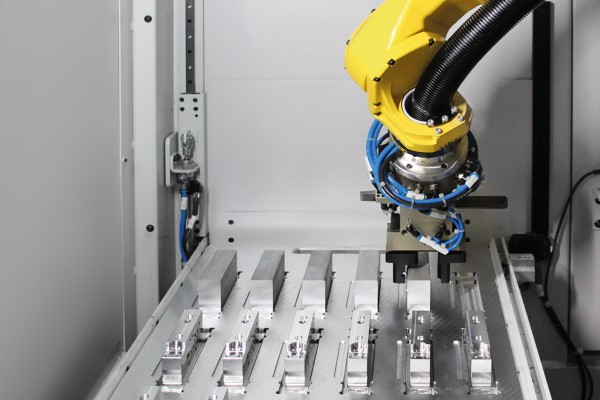
Pickup of a sawn blank from a pallet nest by a robot and double gripper; and then in reverse, after the robot gripper has swiveled, finished parts are returned to the pallet nest.

Working area of the vertical CNC machining center with retracted swivel table for successive five-axis complete machining of two workpieces at a time.
Photos: Publica-Press Heiden AG
Output in new dimensions
Now that the new fully automated manufacturing system from the CHIRON Group has been in production operation at Mettler-Toledo GmbH for several months, Remo Cadonau takes stock: »Depending on the dimension, we can accommodate between twelve and eighteen blanks or workpieces per pallet and store between six and eight pallets in the magazine. Based on the respective processing times, we achieve a very high degree of autonomy, so that we are already coming very close to the required running times of 21 to 23 hours per day and the envisaged 6,000 hours per year with staggered two-shift operation. Based on the performance of the machine and the magazine/loading system, and depending on the machining intensity of the individual workpieces, where we have to work with up to 25 different tools, we see the possibility of being able to produce around 25,000 parts per year with this production system alone. Once the process is up and running, all that remains is to manually insert the sawn blanks into the VariocellUno and remove completely machined components at the end. While we were already able to significantly increase output using the CHIRON machining centers with shuttle tables, we are advancing into completely different dimensions with the help of the new production system. The long-standing partnership with the CHIRON Group paid off again, especially since we know the machines and their performance very well and could and can build on a wealth of experience.«

From left to right: Simon Heim (Technical Consulting / Sales, CHIRON Group), Remo Cadonau (BSc Mechanical Engineering and Head of Mechanical Manufacturing) and Dardan Muslija (CNC Specialist Manufacturing Technology & Maintenance, both from Mettler-Toledo). Photo: Publica-Press Heiden AG
More Information: www.mt.com