Author: Rüdiger Kroh, Schlütersche Fachmedien GmbH
It was a reception in perfect premises, exactly matching the reason for the visit to the Arena of Digitalization at the electric motor plant of Siemens in Bad Neustadt, Germany. An original floor from the production period and corresponding furniture set the scene for the meeting about the user report, which focused on a double-spindle machining center from the CHIRON Group with almost all digital solutions from the SmartLine software portfolio.
The DZ 25 P five axis double-spindle machining center is mainly used to produce gray cast iron bearing shields and flanges for servo drives.
Advancing digitalization
The Arena of Digitalization was opened in May 2017 and so was pretty much the starting point for the current project. »Under the CEO of the Siemens Motion Control Business Unit, digitalization was brought to life and constantly expanded and modernized,« explains Eugen Edelmann, Head of Prefabrication and Special Motor Assembly at Siemens in Bad Neustadt. Torsten Franz, responsible for PLM Integration and Innovation, looks back to the early days: »The topic of digitalization in metalworking was increasingly coming to the fore at the time and we were a plant with a lot of mechanical processing, the relevant machines and experience with the NX Software Suite.« Therefore Bad Neustadt was converted into a showcase plant.
»The CHIRON DZ 25 P machining center brings us a significantly greater output.«
Torsten Franz
Senior Key Expert PLM & Lifecycle Integration & Digitalization, Siemens
»There should be feedback from the manufacturing floor to the developers on what is needed, possibly should be changed or optimized and what is working.« So that's the back story. For the implementation, a partner on the machine tool side was sought and in this case found in the CHIRON Group. The company, headquartered in Tuttlingen, Germany, chose Siemens NX as its CAM system about five years ago. »This means that all our products are compatible and we have the same basis for mapping the entire process chain from A to Z with different modules,« says Markus Schimansky from the Technical Sales of the CHIRON Group SE. And Franz adds: »The products of the CHIRON Group fit together with ours like a jigsaw puzzle and there is interest on both sides to advance digitalization.«
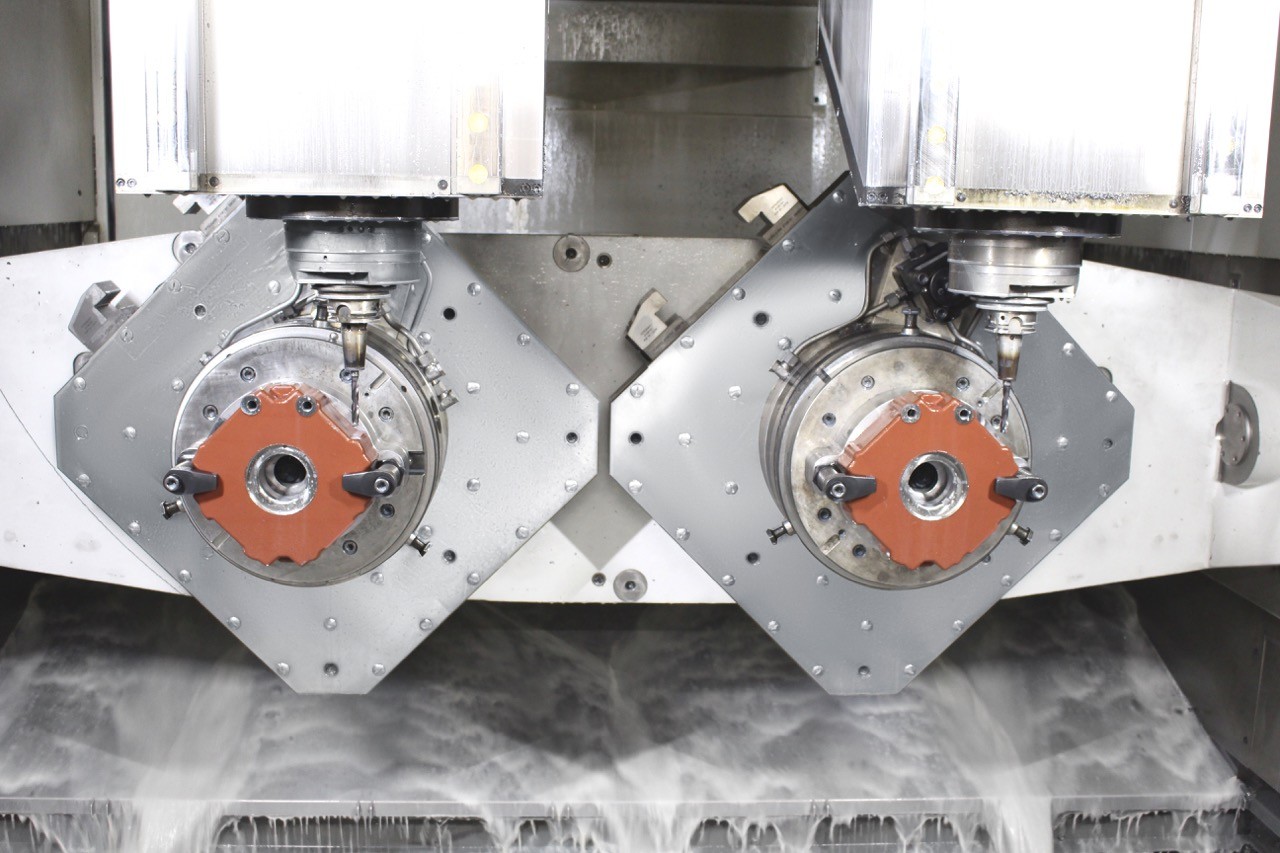
The CHIRON DZ 25 P five axis machining center has a spindle distance of 800 mm.
Measuring the degree of utilization
During implementation, the first step was to connect all machining centers in electric motor production to the network in order to create transparency. This was very important and, by calculating the Overall Equipment Effectiveness, showed that the machines were not yet fully utilized in some cases. This is because there is often no distinction between use and availability, as Schimansky makes clear. »Since we also use the term available to describe a machining center that is waiting for blanks or being set up. I can only record and improve the degree of utilization firstly by looking at when the machine is running, but also how long it is standing and why.«
The second step was then to integrate and test various software tools piece by piece. Applications were developed jointly and by the end, there was supposed to be a continuous process chain from CAM to the simulation-tested NC program available, so that the operator only had to press the start button.
»If I have this complete process chain, the set-up time is easily only half as long,« states Schimansky. The Production Manager states the corresponding target: »We expect to increase productivity in prefabrication by 7% each year.«

Satisfied with the project (from left): Torsten Franz, responsible at Siemens for PLM Integration and Innovation, Markus Schimansky, Technical Sales at the CHIRON Group, and Peter Deml, Plant Manager at Siemens in Bad Neustadt. Photo: Rüdiger Kroh, Schlütersche Fachmedien GmbH
Mapping the complete process chain
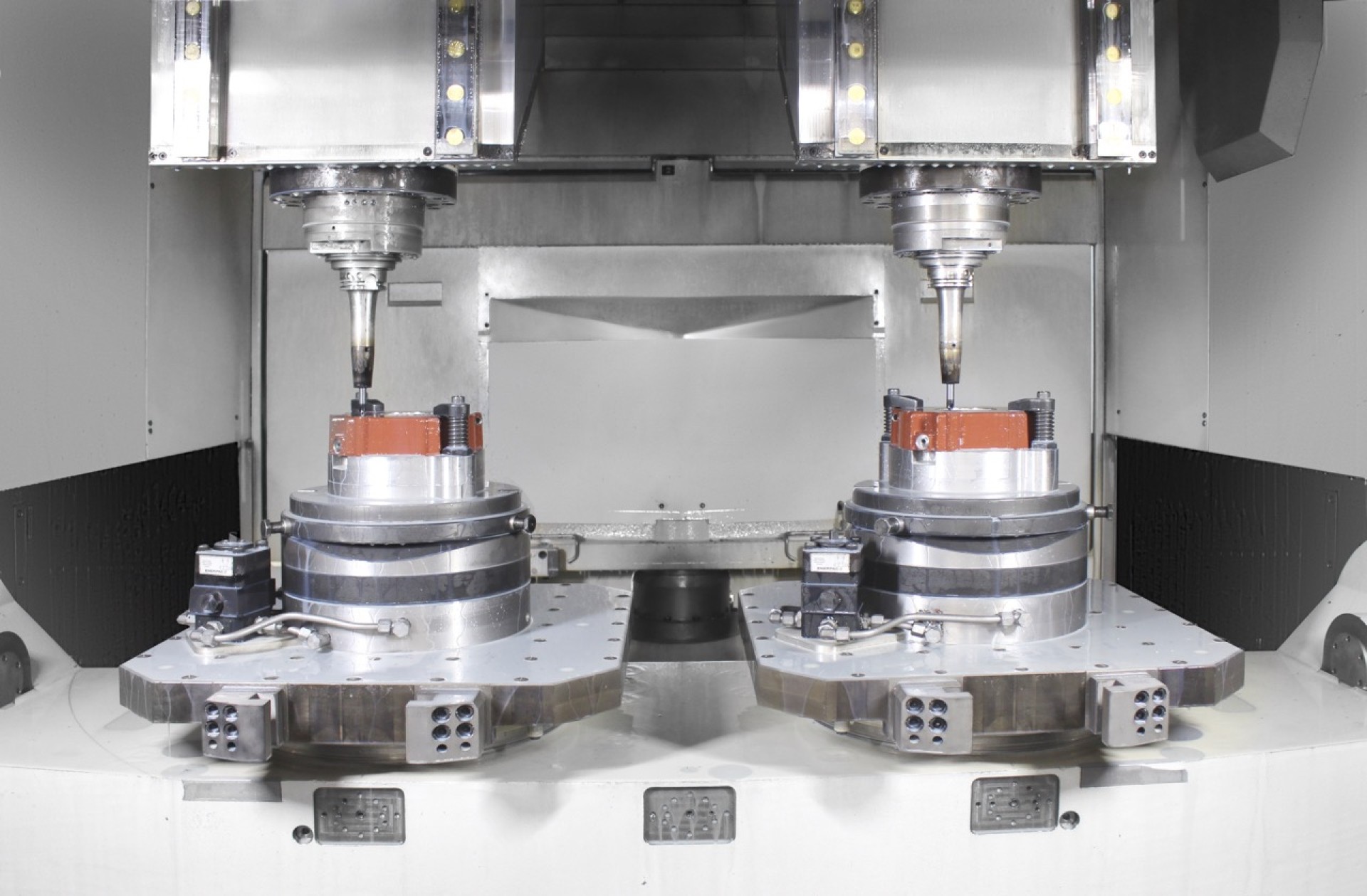
This specific project involved the machining of gray cast iron bearing shields and flanges for servo drives of the Simotics S-1FT7 series – these are permanent magnet synchronous motors with very compact dimensions. Franz reports: »There has been a trend there in recent years toward larger quantities. We had several machine tools in use for the product range, but they did not produce as efficiently. Therefore a double-spindle machine was the obvious choice for expanding capacity. So the concept was set and the choice fell on the CHIRON DZ 25 P five axis machining center with pallet changer and a spindle distance of 800 mm, which we decided on because we also wanted to be flexible for larger components. The fact that the spindles are adjustable in the two axes X and Z also spoke in favor of the machine. In addition, we produce aluminum components for the asynchronous main spindle drive on the twin spindle machine with a cycle time of 2.5 to 3 minutes, which we were previously purchasing from an external supplier.« During operation of the machine, which was installed in March 2021, another design feature proved to be advantageous: The separation of the loading and operating sides. Programming is done on the operator side and the large window with a view of both spindles is located in the working area. On the loading side, this allows for optimal material supply and removal so that the operator can load cleanly. This also simplifies automation, because the robot and safety fence are located in front of the loading side, while the operating side always remains freely accessible.

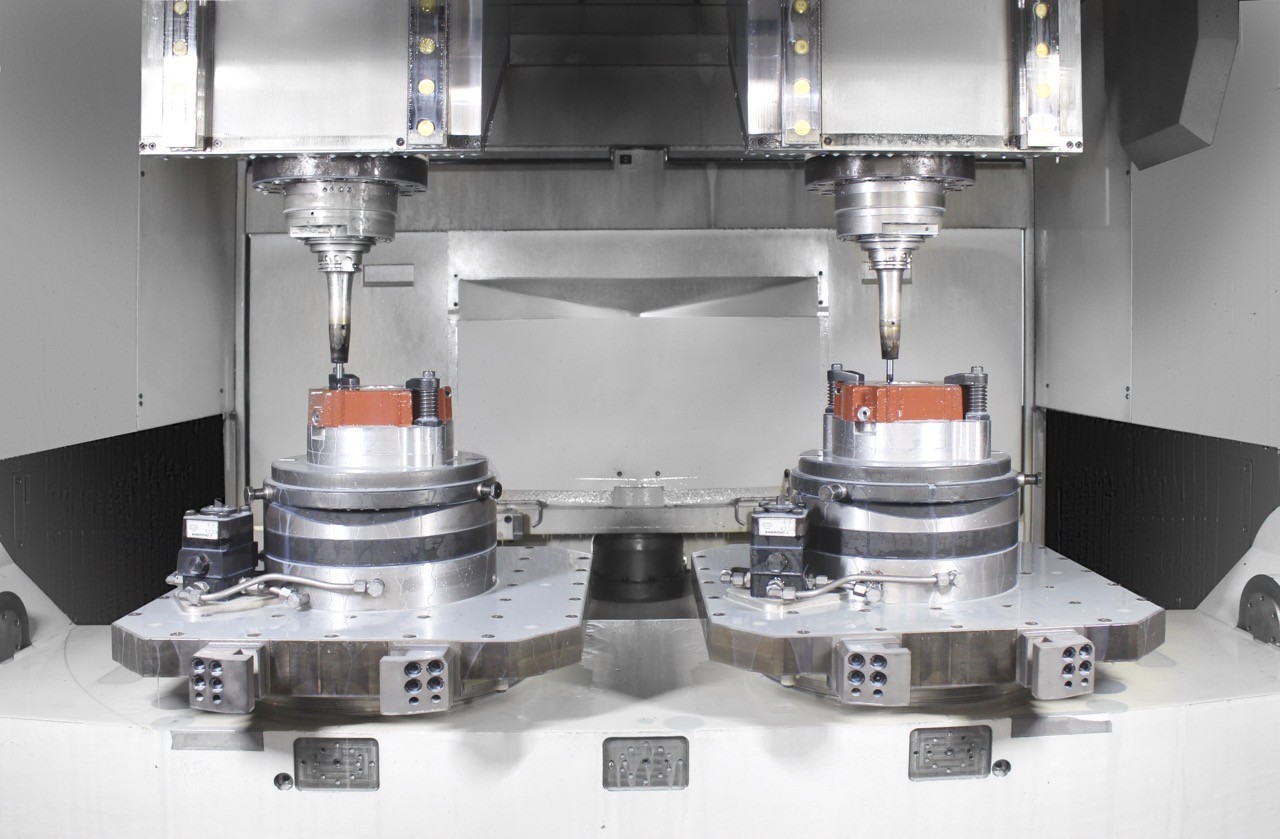
View of the operator side of the double-spindle machine, on which almost all digital solutions from the Smartline software portfolio of the CHIRON Group are installed.
Virtual machine reduces set-up times
A special feature at Siemens is that the double-spindle machine, which is operated in three-shift operation, is set up at least every two days. »Currently we are machining about 20 different component variants on the DZ 25 P,« says digitalization expert Franz. »During set-up, the main effort is on the clamping devices and we have further reduced the time by converting from mechanical to hydraulic clamping. Otherwise, only the NC program is changed, because the required tools are all in the magazine with 2 x 60 places in the machine.« Schimansky adds with regard to the general assessment: »Here you can see that a twin spindle machine pays off even for smaller batch sizes when the preparation time for set-up is very short thanks to the virtual machine and the ProcessLine system.« So back to digitalization. Siemens uses almost all digital solutions from the CHIRON Group SmartLine software portfolio. For example, the ProtectLine system is used for process monitoring, with which collisions can be avoided on the basis of a digital twin of the machine model. »The simulation in the control system runs 0.8 s before the real machine, so that a crash is reliably prevented,« explains the sales engineer. Adaptive feed control is also installed on the Sinumerik 840D solution line control system. During the process, it changes the feed data from the real load data. Franz describes: »The NC program for the part remains the same, but the software can adjust the feed rate of the tools up or down within the specifications. For our gray iron castings, this has allowed us to reduce cycle times by 3 to 5% on average.«
A small solution with considerable effect is the retooling program. It is called up in the control system during set-up and then ensures that the machine sorts the tools for the next job, so that they are in the optimal sequence in which they are needed. »This shortens tool change times and when machining aluminum components has enabled a time saving of 4 to 5%,« says Franz.
Output has significantly increased
His final conclusion is correspondingly positive: »The DZ 25 P gives us a much greater output, 50% due to the double spindle capability alone and another 25% via the shorter machining time, because, supported by the software tools, it is much faster. Together with the possibilities from virtual simulation and programming, we were able to significantly increase productivity.«
The next machine already is ordered
It is therefore not surprising that the next CHIRON machine has already been ordered and is scheduled for delivery in early summer. Because it is not intended for such large quantities, Siemens opted for the FZ 16 W single-spindle machining center with the new Sinumerik one control system for the first time. The machine is equipped with shuttle table and two zero point clamping systems. Subsequent automation by the company's own tool manufacturing facilities is already planned. Thanks to the Run My Robot tool, the 6-axis robot is controlled via Sinumerik one, so the worker is only on one operator interface. The extent to which digital thinking has now taken root at Siemens is shown by the fact that just four weeks after the order was placed with the CHIRON Group, there was a request for the digital twin and the postprocessor. The time until delivery of the machining center will be used for process planning and the creation of programs.
More information can be found at: www.siemens.com