Dr. Koscsák, perhaps you would first briefly outline what has happened since the AM Cube was unveiled three years ago?
The process of Laser Metal Deposition (LMD) is now well known. We have established the process here in the field of Additive Manufacturing in recent years and built up extensive expertise in the technology and in coating materials. However, we'll see: Technologies such as milling and turning have existed for many decades and undergone continuous development. Laser Metal Deposition is a very young technology that will require intensive dialog with customers in order to harness its full potential. We've noticed certain things over the past few months: The quality of the inquiries has increased significantly. In other words: It's not just about some idea that could be tried out with the new technology, but about specific tasks for which the customer has done the necessary preliminary work. And this is also necessary in order to gain initial positive experience with the new technology. In many cases, promising applications have already been investigated and clear specifications defined. This is a very good basis for jointly developing the ideal process in each case: Defining the target component, material, feasibility study, evaluation of positive effects, extensive field tests to validate the initial results, optimization, etc..
The AM Cube is advertised as »easy to use«. Based on your remarks about the complex path to the ideal process, it doesn't sound quite so simple.
We need to make a distinction here: In the actual application, with the process in place, the AM Cube is indeed »easy to use«. Keywords familiar control components from Siemens, programming in DIN ISO in a Cartesian coordinate system, intuitive operation via TouchLine. Of course, as soon as programming in CAM is required, the corresponding qualification is needed. But learning a new technology is certainly an exciting new option for some employees. We also provide training as needed. As for the process leading to a ready-to-use application: There really are no »off-the-shelf« solutions here, but this is precisely what makes the AM Cube so universal in terms of its possible applications. Finding the best solution is a process with numerous variables that we bring together in a turnkey project and in close collaboration with the customer. The AM Cube offers features that support the user in identifying this solution.

From coating of components to repair and near-net-shape production of semi-finished products with automatic application head change: It’s all possible with the AM Cube.
You spoke about optimizing the direction of the ideal process. To be able to do this, you need not only expertise, but also a solid database. How is the data obtained?
Similar to the machining centers of the CHIRON Group using digital systems. For the AM Cube 3D metal printer and also for AM Coating, that's two. DataLine AM continually displays, records and documents relevant process data in real time, meaning that the product and process quality can be reliably assessed. Meanwhile, VisioLine AM visualizes and saves video files recorded by multiple camera systems, thereby enabling systematic process monitoring.
Can you give some examples where customers are generating real added value with the AM Cube and gaining an advantage over their competitors?
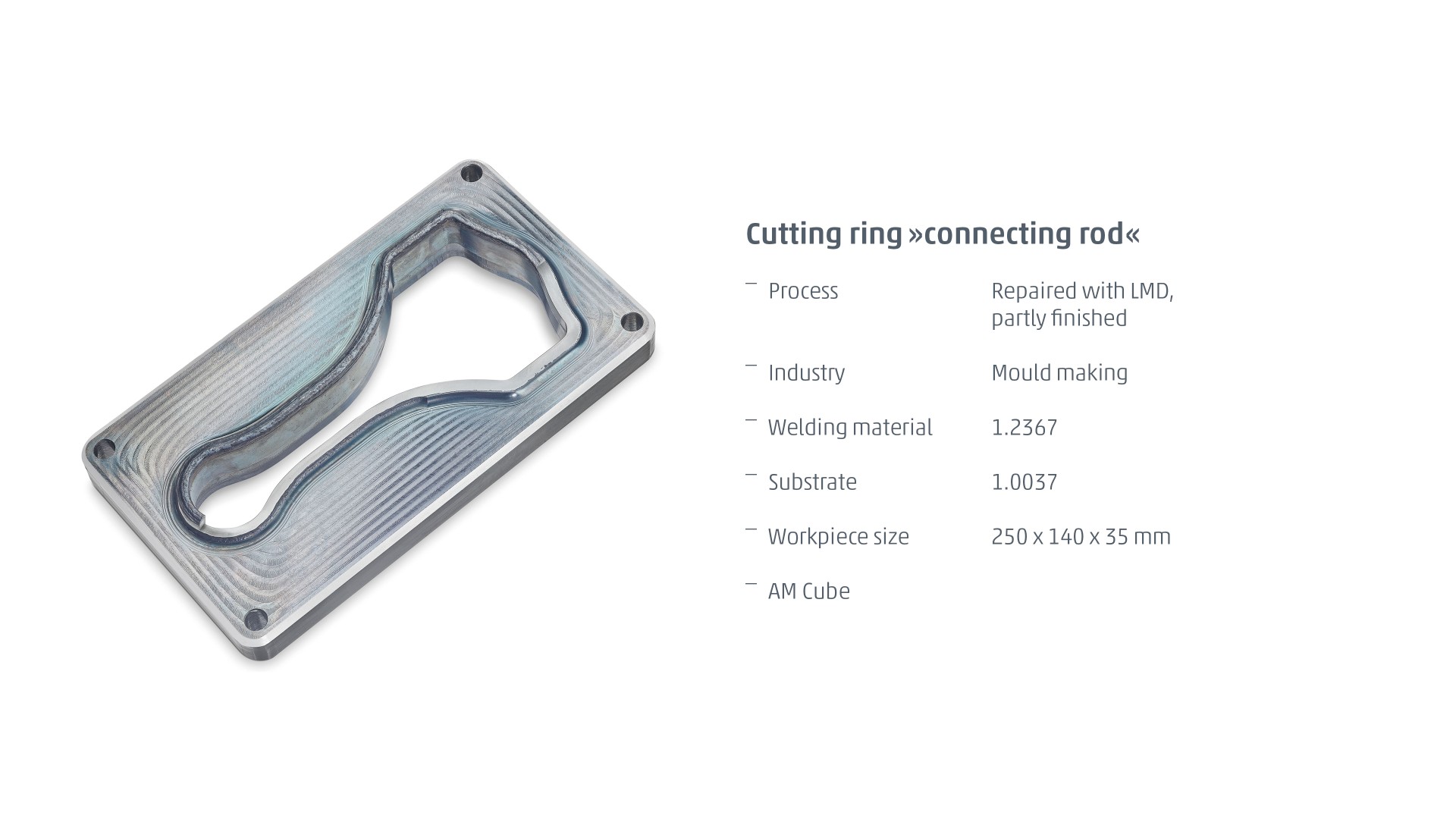
Basically, wherever LMD – whether conventional or high-speed – does not simply replace a previous process like-for-like, but offers an added advantage: longer service life, a faster process, another useful material property, reduced energy consumption, consistently high quality. An example from the energy sector: A large gear wheel that drives a wind turbine is very costly and energy-intensive to manufacture. The energy balance can already be significantly improved by using recycled steel. If this wheel is not replaced with a new one when it wears out, but is repaired in an automated LMD process, this again saves a significant amount of energy. Or, from mold making: In this case, the AM Cube is increasingly establishing itself in the repair of forging molds such as dies, cutting tools or casting molds up to 1,000 kg and with diameters up to 1,000 mm. If cutting rings are welded automatically using LMD, the tool life increases by a factor of 2.5 to 3 compared to conventional manual welding. The application of protective coatings to tools is particularly interesting for highly abrasive applications in the mining, marine and agricultural sectors. This increases the service life of the often expensive tools. Fully coated tools also wear evenly and do not need to be replaced when only one heavily stressed part is worn. In this area, we are working to replace older processes such as plasma coating or high velocity oxygen fuel (HVOF) coating. The aim is to save on energy and raw materials and thereby reduce manufacturing or repair costs.
With the AM Cube, therefore, there are a large number of possible applications; with the new AM Coating system, there is only one – coating brake disks. Why?
To clarify: Without the intensive development work we have done and continue to do for the AM Cube, for the process, the coating materials, etc., AM Coating would not exist. AM Coating is one of these possible applications. First, we tested and optimized the coating of brake disks with the AM Cube and, on this basis, developed the new system specifically for this process. Since brake disks are produced in large quantities and will also be coated in the future, a universal line does not guarantee the required efficiency in this case. AM Coating is, in fact, one of many conceivable successful turnkey projects with the AM Cube that we have realized internally and now offer as an operational system for series production.
»Using high-speed Laser Metal Deposition, the best coating quality can be achieved consistently, for each individual brake disk, with no porosity or cracking.«
AM Coating was first unveiled at Formnext 2022, at that point still in the Interactive Showroom. At the OPEN HOUSE in May, the system for coating brake disks will be seen live in operation for the first time. Can you briefly describe the process and its advantages?
AM Coating applies extremely hard coatings to brake disks using high-speed Laser Metal Deposition. These provide the cast iron disk with long-lasting protection against corrosion and wear. Coating therefore makes a major contribution to the urgently needed reduction of particulate emissions. This is also necessary in the context of the Euro 7 standard, which comes into force on 1 July 2025 and applies to all new registrations. In other words, not only for new models introduced after this date, but also for vehicle models that are already on the market.
OEMs or OEM suppliers naturally want to know: How quickly is a brake disk coated? Is the new process competitive and designed for high volumes?
In this case, we can categorically say: AM Coating is more than competitive and we have driven development in two key areas. One is in the coating process itself: Thanks to the high laser power, we are able to apply common coating systems at extreme speeds. Application rates well above 1,000 cm2/min. are possible - naturally without compromising on coating quality. On the other hand, we have modified the system concept in such a way to enable high productivity. We use the well known principle of pendulum machining. AM Coating has two working areas, with the laser for front and rear coating alternating or, ideally, shuttling back and forth between these working areas. While a brake disk is being coated in one working area, it is being replaced by a robot in the other. If two AM Coating lines are running, each with robot loading, the line cycle time is about one minute. This combination of system plus automation can be easily scaled according to the projected number of pieces. Earlier, we mentioned established expertise: The CHIRON Group also has this in the automation of processes, so we can offer a perfectly coordinated complete system for Additive Manufacturing from a single source. This offers clear added value for customers.

Process advantage of AM Coating for a high coating speed: the powder particles melt in the laser beam.

A sophisticated extraction concept guarantees explosion protection and a clean working area.

Intuitive operation via TouchLine and a laser protection screen providing an unobstructed view of the process.
What if a customer is not yet ready, if the process is not yet in place or needs to be further developed alongside series production?
AM Coating single is the ideal choice if you would like to test materials and material combinations alongside or before series production, to develop the application process or manufacture small series. On request, we are happy to provide support for process development, either at the customer's site or in Tuttlingen. An example scenario could be as follows: We install a basic machine, which we use to familiarize the customer's specialists with the process, run tests and jointly design the parameters to prepare for series production. Or, for a continuous and even more productive process, we can integrate a grinding machine and perfectly coordinate both systems.
What about the quality of the coating? Keywords cracking, durability?
It's clear that the productivity and quality have to be right. By using high-speed Laser Metal Deposition, we achieve improved adhesion through a bonded connection. The layers are also thinner, down to tenths of a millimeter. As a result, much less material is consumed and powder management ensures a high powder utilization rate. The powder and hard material layers are applied directly one after the other. Once the first layer has been applied, the brake disk is »tempered« and we consistently achieve the best coating quality for each brake disk without the formation of pores or cracks. We will be demonstrating exactly how the process works on an AM Coating single at the CHIRON Group OPEN HOUSE.
Dr. Géza Koscsák will be on hand to speak with anyone who has questions about AM Cube or AM Coating in advance, would like to discuss a specific application or make an appointment during the OPEN HOUSE.
Dr. Géza Koscsák,
Head of Additive Manufacturing
Tel. +49 7021 5724452
[email protected]
You can find out more about the processes and advantages here.