The term »multi-tasking« is commonly used for machines that integrate different processing methods. Why not also for the 715 Series? For Matthias Efinger, Head of Machine Development, this is exactly what makes the difference: »Multi-tasking usually means that different requirements are managed – but this is often at the expense of productivity and efficiency. This is not an option for us nor for our customers! The aim of the further development was to qualify the MT 715 for new, demanding tasks which, in addition to high productivity, require greater flexibility and autonomy.«
Extended machining of shaft parts
Whether milling spindles and transmission shafts in mechanical engineering or rotor shafts for e-mobility: With the new features for the MT 715, components up to 100 mm in diameter and 1,400 mm in length can now be machined from the bar in a continuous process. The working area is extended to a width of 1,550 mm for this purpose.
Instead of a turret with eight positions, the second machining unit of the MT 715 two and MT 715 two⁺ models can also be equipped with a turret for up to twelve tools. This provides more options for additional machining across all applications. A steady rest can be added to the turret for the production of shaft parts. This stabilizes longer shafts with a large diameter or shorter, delicate ones in the process and ensures stable machining conditions at all times, resulting in high-precision results.
Workpiece changing can now also be integrated and automated for large components weighing up to 65 kg. An easy-to-operate, linear handling system picks up the shaft part from above after machining and moves it to the workpiece storage area. The system can also be used for inserting saw cuts and semi-finished products into the working area.
More flexibility, more autonomy for all machining operations
The integrated tool store is now available in three variants: As before with a maximum of 64 or 128 tools with a length of up to 250 mm and – keyword »extended« – now with capacity for 176 tools with a length of up to 450 mm.
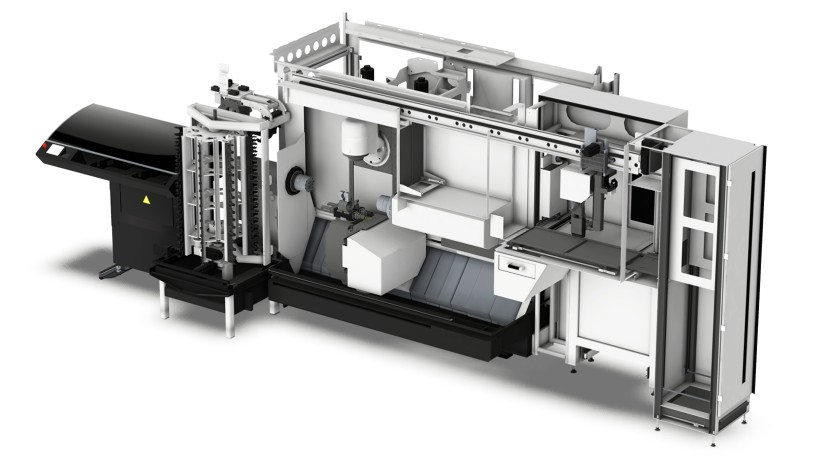
The new options for manufacturing long, heavy shaft parts: Extended working area with X 1,550 mm, 12-position turret for holding a steady rest and for extended machining options with the second unit, magazine for 176 tools with lengths of up to 450 mm – for more flexibility.
Milling, turning and gear cutting – a perfect match!
Nowadays, mill-turn technology, the combination of milling, turning and drilling, is a firmly established factor for batch size 1 and in series production. Why now integrate the gear cutting process into 6-sided complete machining with the MT 715? Michael Wurster, Senior Product Manager: »The market is showing a growing interest in these processes with their wide range of possible applications. Requirements such as smaller batch sizes, high workpiece quality and short call-off times can only be met with even more flexible and productive manufacturing processes. Parts tourism, i.e. outsourcing gear cutting tasks to contract manufacturers, is often no longer the best solution today. If all machining tasks are carried out on one machine in one clamping position instead, the result is much more precise, streamlines production processes and reduces logistics costs.«
Naturally, production according to the Taylor principle produces the highest yield. And for all those who manufacture mass for the automotive, mechanical engineering or other industries, a machine explicitly designed for gear cutting with special kinematics and elaborately designed tools is the best choice. For all those who are confronted with the issue of increasing variance – whether prototype or series manufacturers – the MT 715 offers a reliable alternative for machining parts completely and now also with sophisticated, precise gear cutting.
»Requirements such as smaller batch sizes, high workpiece quality and short call-off times can only be met with even more flexible and productive manufacturing processes. For example, with the process combination of milling, turning and gear cutting up to module 3.5 mm and IT 7 or higher – on one machine.«
Michael Wurster
Senior Product Manager
Complex technologies – easy to parameterize
Gear hobbing, gear skiving, gear broaching, impact gear milling: Depending on the required output, component geometry and machining task , these technologies can be integrated into the MT 715 machine variants. Either as a single option or in combination.

Gear hobbing for gearing of shafts with straight or helical splines and running gears, up to module 3.5 mm

Gear skiving for gear cutting of shafts and hollow gears…

…for straight or helical splines and running gears, up to module 3.5 mm

Gear broaching for shafts and hollow gears, straight splines and running gears, up to module 3.5 mm; with single and multi-bladed tools

Impact gear milling for the production of face gears, pointing, backtaper milling and deburring of gears
Gear hobbing, for example, is the most productive option for shafts with splines or running gears. However, the component geometry must allow for certain entry and exit paths in order to avoid cuts in part shoulders, for example. If this method is not sufficient, gear skiving is the technology of choice not only for the interior but also for the exterior. If the run-out is also too low for gear skiving, the right technology is available in the form of gear broaching. Do you additionally want to produce face gears or secondary operations such as pointing, backtaper milling and deburring of gears? The CHIRON Group also offers an option for this with impact gear milling.
To enable user-friendly process application, the gear cutting cycles are parameterized directly on the control panel of the machining center. Input is made via context-sensitive masks with intuitive user guidance and plausibility checks.







