AM für Additive
Manufacturing, Cube für die Form: Daraus leitet sich der Name des ersten
3D-Druckers der CHIRON Group ab. Der AM Cube soll, so das Ziel der Entwicklung,
vielseitig einsetzbar sein: Halbzeuge aufbauen, Bauteile reparieren oder
beschichten. Zudem soll er »Easy to use« sein und vorwiegend in Maschinenbau,
Werkzeugherstellung, Energieerzeugung und Aerospace zur Anwendung kommen.
Genau hier lag die
besondere Herausforderung für das Team Additive Manufacturing der CHIRON Group.
Es galt, eine praxisgerechte Lösung für den industriellen Einsatz des Laserauftragschweißenszu konzipieren, die den hohen Anforderungen der Kunden gerecht wird. Doch weder
für den bestmöglichen Prozess noch für die idealen Materialien – etwa die
Qualität des Pulvers oder die Beschaffenheit der Schweißdrähte – gibt es aktuell
ein Patentrezept. Ein weiterer Fokus lag auf der sicherheitstechnischen
Ausstattung der Anlage. Das erforderliche Know-how, das aus der noch jungen
Technologie eine überzeugende Lösung entstehen ließ, wurde und wird von der
CHIRON Group maßgeblich mit aufgebaut und weiterentwickelt.
Plattform mit modularem
Aufbau
Damit Kunden den AM Cube
möglichst vielseitig einsetzen können, hat das Team um Axel Boi, Head of
Additive Manufacturing, eine Plattform entwickelt: eine 5-achsige Anlage für
Aufbau, Beschichten und Reparatur von kubischen Bauteilen und eine 4-achsige
zur Wellenbearbeitung. Alle Kernkomponenten sind modular auf den Unterbau
montiert und in einer laser- und gasdichten Kabine untergebracht.
Peripheriegeräte wie Laserquelle, Drahtfördereinheit, Kühlsystem und
Schaltschrank sind außerhalb platziert. Der modulare Aufbau erlaubt eine
Anpassung an spezifische Kundenanforderungen und künftig auch weitere
Varianten, zum Beispiel mit Automatisierungslösungen.
AM Cube im Praxistest
Mit der Schweizer Stellba
AG konnte die CHIRON Group einen Pilotkunden gewinnen, wie er passender nicht
sein könnte: Stellba repariert und beschichtet u. a. Komponenten von Wasser-,
Dampf- und Gasturbinen und verfügt über viel Erfahrung in den Bereichen
Beschichtung, additive Metallbearbeitung und Laserschweißen. Perfekt also, um
den AM Cube unter realen Fertigungsbedingungen zu erproben.
… und auf der OPEN HOUSE ONLINE
Wer mehr wissen
möchte: Axel Boi steht gern für ein Beratungsgespräch zur Verfügung. Auf Wunsch auch im direkten Anwenderdialog mit Fouad Cheaitani, Customer
Support and Business Development bei Stellba.
Zudem präsentiert Axel Boi den AM Cube auch außerhalb der OPEN HOUSE ONLINE vor
Ort in Tuttlingen. Sobald es die Umstände erlauben, freuen wir uns auf ein
persönliches Treffen. Sprechen Sie uns zur Terminvereinbarung gerne an
Axel Boi, Head of
Additive Manufacturing
Tel. +49 7461
940-3871
[email protected]
Axel Boi und Fouad Cheaitani (rechts) von
Stellba freuen sich auf den Fachdialog mit Ihnen.
Technologie auf einen
Blick
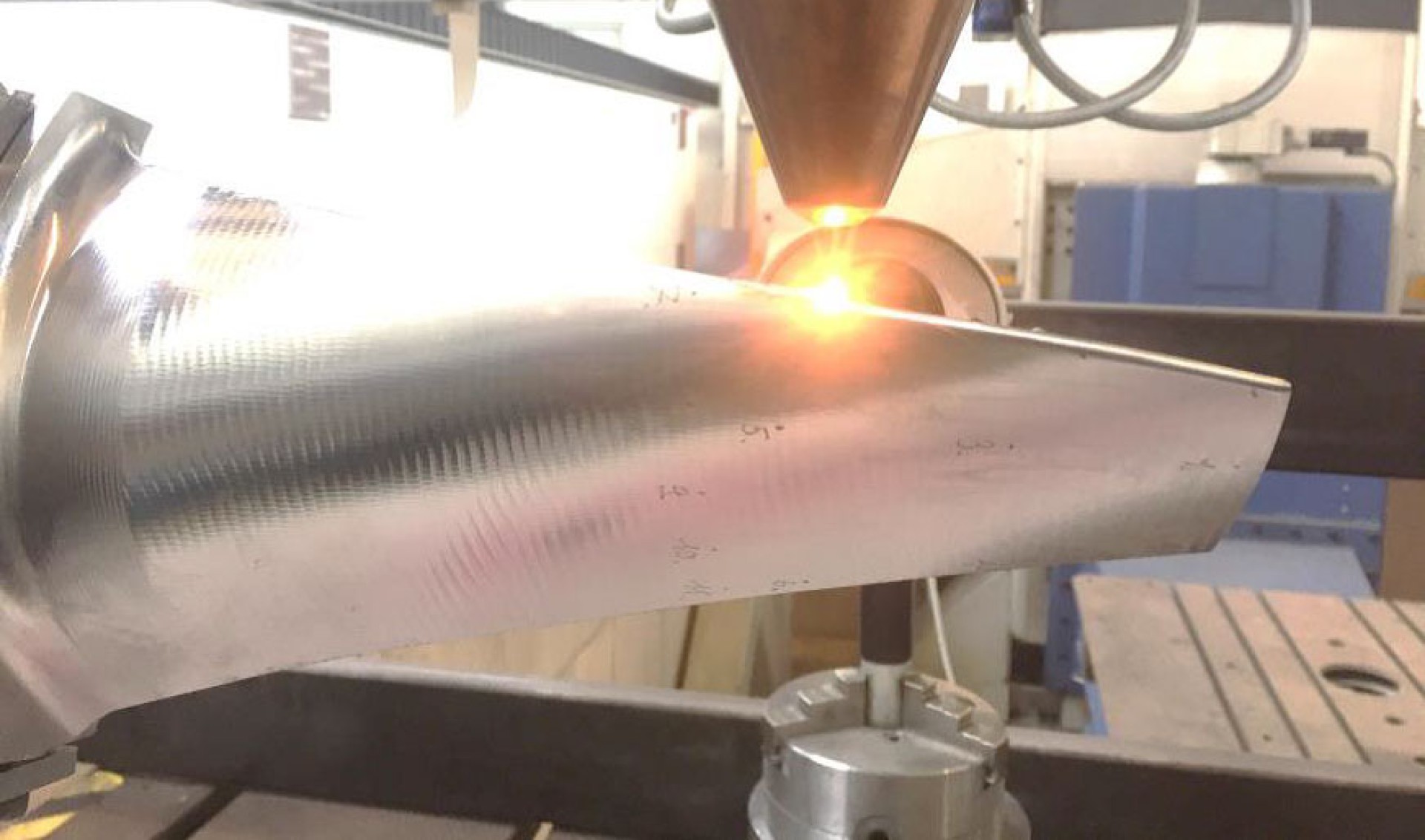
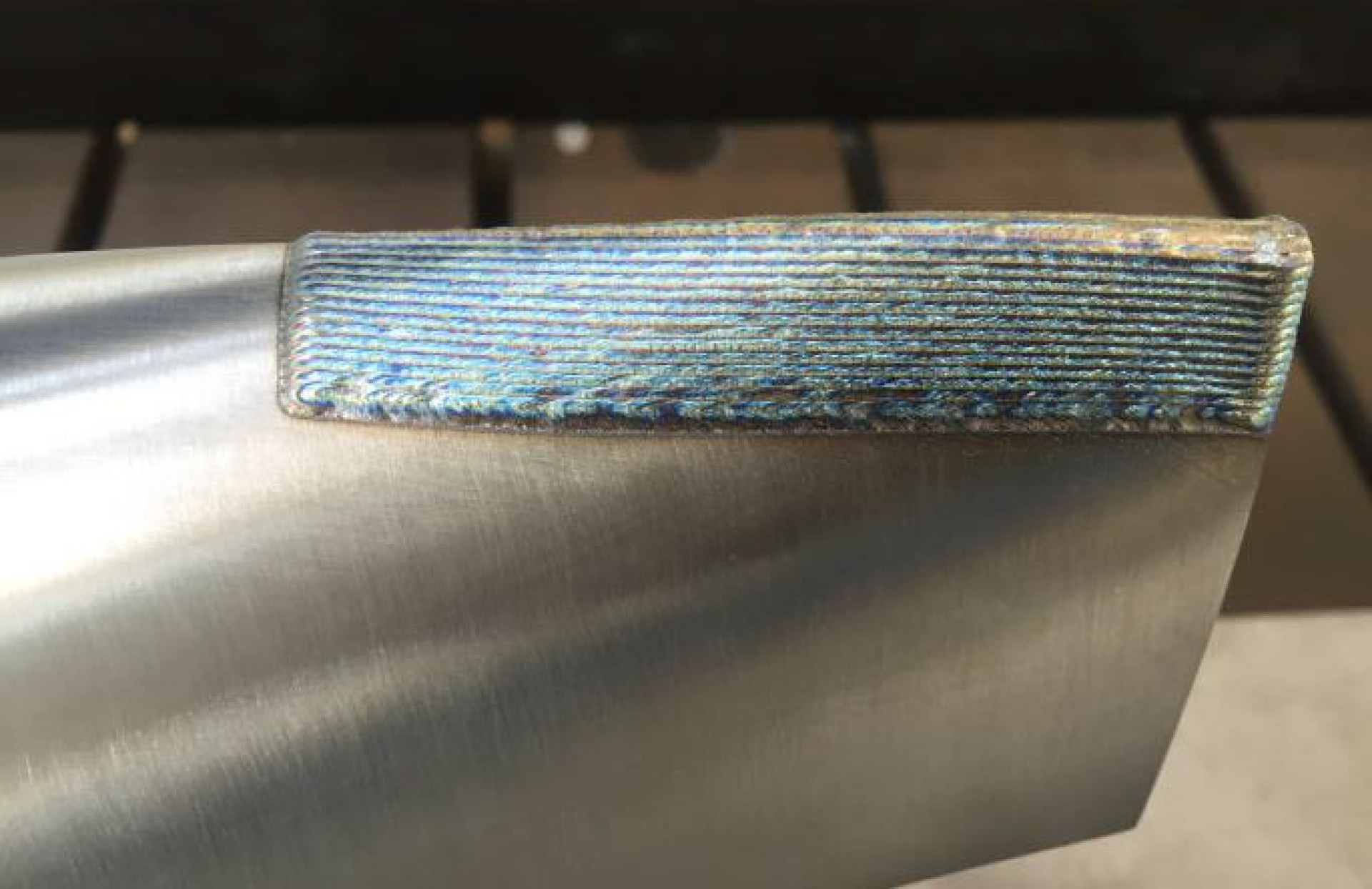
Laserauftragschweißen mit Draht
Bei
dieser Technologie – englisch Laser Metal Deposition wire-based (LMD-W) –schmilzt
der Laserstrahl Draht und Grundwerkstoff auf, die Schmelze verbindet sich und
erstarrt. So können komplexe Geometrien erzeugt werden, das Werkstück baut sich
Schicht für Schicht auf. Der Laser ist flexibel und eignet sich sowohl für
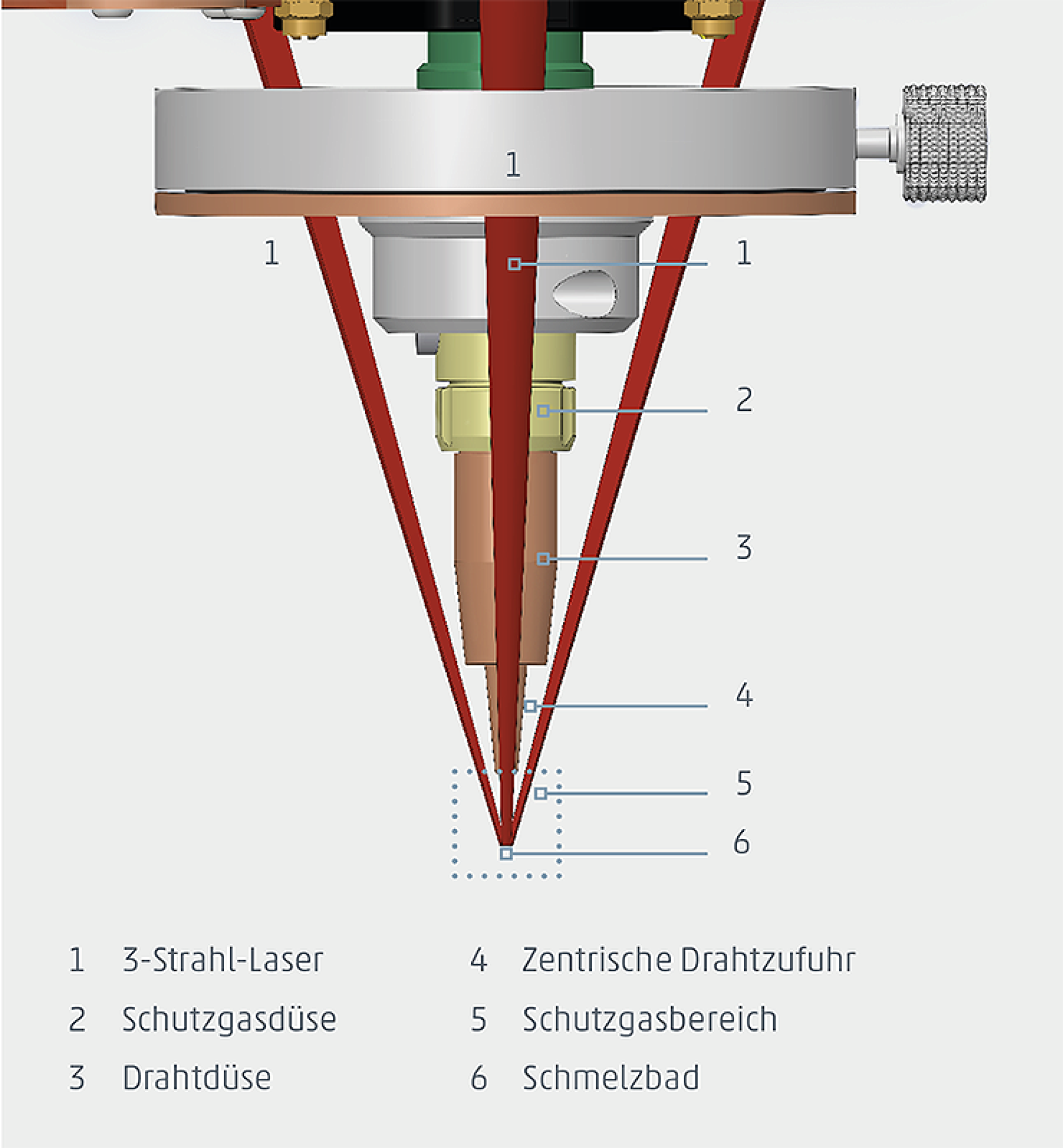
feine Oberflächen als auch für große Aufbauraten. Die Materialzufuhr am AM Cube
erfolgt mittels koaxialer, also vollständig richtungsunabhängiger
Prozessführung mit Draht. Im Gegensatz zu Laserauftragsschweißen mit Pulver
lässt sich das Material sauber und zu 100 Prozent zuführen. Um eine Oxidation
zu vermeiden, wird mit Schutzgas in einem abgeschlossenen System geschweißt.