Autor: Oliver Ehm
Veröffentlicht mit
freundlicher Genehmigung der Fa. Gebr. Märklin & Cie. GmbH
»Druckguss ist auch heute noch das
Synonym für unsere Produkte«, betont Jochen Gaißert, Fertigungsplanung bei
Märklin. »Da legen wir auch sehr viel Wert darauf, weil Druckguss eine
unvergleichliche Haptik und Wertigkeit vermittelt. Er ist relativ schwer und
für die Modellbahneigenschaften hervorragend geeignet.«
Als weitere Vorteile
beschreibt der Experte, dass sich das Material leicht be- und verarbeiten sowie
beschichten lässt und für einen Modellbahnpark sehr viele gute Eigenschaften
mit sich bringt. Insbesondere für die Lokomotiven und hier in erster Linie im
Aufbaubereich sowie im Fahrwerksbereich findet der Druckguss sehr viel
Anwendung. »Alles was bei uns an Druckgussteilen in unseren Modellen
verarbeitet wird, wird zu 98 Prozent hier in Göppingen in unserer Gießerei
gefertigt«, erklärt Jochen Gaißert. »Den Rest – etwa die Antriebe – kaufen wir
zu, die sind von der Dimension so, dass wir sie selbst nicht herstellen
könnten.« In Göppingen bündelt Märklin alle notwendigen Fertigungstechnologien,
die man für eine Modellbahn benötigt. Dazu gehören Werkzeug- und Formenbau,
Druckguss, Spritzguss, Drehen, Zahnradfertigung, Galvanik (Vernickeln),
Farbgebung, eine kleine Stanzerei, Montage und Qualitätssicherung. Auch das
Zweigwerk in Ungarn wird aus Göppingen mit Teilen beliefert, die dort farbgegeben und montiert werden, beschreibt der Fertigungsplaner.
36 Jahre Partnerschaft
Im
Jahr 1984 hat Märklin die erste CNC-Maschine von CHIRON beschafft – eine FZ 16.
Das war für das Traditionsunternehmen zugleich der Einstieg in die
Komplettbearbeitung im Fahrwerksbereich der Lokomotiven. Zu dieser Zeit
produzierten die Göppinger die Antriebe noch selbst, daher war die Fahrwerk-
und Getriebebearbeitung ein Schwerpunkt in der Fertigung. Märklin ist Anfang
der 80er auf CHIRON zugegangen, weil der Maschinenhersteller aus Tuttlingen
laut Jochen Gaißert der einzige Anbieter war, der Mehrspindelköpfe adaptierte
und auf der Maschine Prozesszeiten realisierte, die von der Wirtschaftlichkeit
den bis dato vorhandenen, konventionellen Bearbeitungspark ablösen konnte. »Auf
eine andere Art und Weise wären wir in wirtschaftlicher Hinsicht nie in eine entsprechende
Richtung gekommen«, ist der Fertigungsplaner überzeugt. »Die CHIRON-Maschinen
überzeugen auch heute noch durch ihre sehr kurzen Nebenzeiten und bei uns gibt
es viele Werkzeugwechsel und Bearbeitungen.«
Zwar werden von Zeit zu Zeit immer
auch wieder Evaluierungen bezüglich anderer Hersteller durchgeführt, doch die
Nebenzeiten und der Aufbau der Maschine sind laut Jochen Gaißert für die
Anwendungen bei Märklin genau das, was das Unternehmen benötigt. »Seit etlichen
Jahren ist für uns klar, dass wir mit großer Wahrscheinlichkeit bei CHIRON
bleiben. Wenn eine neue Maschinengeneration herauskommt und insbesondere als
damals die FZ 08 auf den Markt kam, hat es uns die damalige CHIRON-Vertretung
ermöglicht, die Maschine bei einer anderen Firma zu begutachten, bevor sie auf
dem Markt war«, bilanziert Jochen Gaißert. »Kurz nach Markteinführung haben wir
dann auch gleich ein Bearbeitungszentrum gekauft.« Das proaktive Engagement des
Maschinenbauers schätzen die Verantwortlichen bei Märklin hoch ein. »Wir haben
unsere Schnittstellen und Vorrichtungen gemeinsam mit CHIRON in einer groß
angelegten Aktion adaptiert. CHIRON hat sich dabei sehr stark mit eingebracht.
Sogar der Maschinenaufbau wurde extra für uns angepasst«, erinnert sich Jochen
Gaißert. »Hinzu kommt, die Maschinen sind sehr zuverlässig, stabil und arbeiten
äußerst präzise.«
Das Märklin an CHIRON festhält, hat jedoch auch pragmatische
Gründe. »Durch den homogenen Maschinenpark haben wir große Vorteile. Die
Steuerungsvielfalt ist überschaubar, die Ersatzteilversorgung ist hervorragend
und die Mitarbeiter sind auf dieses Prinzip eingearbeitet. Sie wissen wie
CHIRON funktioniert und der Kontakt der Mitarbeiter in Richtung Service oder
Programmierung ist hervorragend, wenn wirklich mal was sein sollte«, verrät der
Fertigungsplaner. »Damit ein Wettbewerber bei uns Fuß fassen könnte, müsste er
schon ganz erhebliche Vorteile bieten.« Eine unkontrollierte Herstellervielfalt
versucht Märklin zu vermeiden, denn der ganze organisatorische Aufwand, den ein
heterogener Maschinenpark innerhalb einer Fertigungstechnik nach sich zöge,
wäre nur schwer zu beherrschen.
Unter Umständen sind verschiedene
Werkzeugsysteme oder Messtechnik nötig, das wiederum würde die Kosten in die
Höhe treiben. Laut Jochen Gaißert hätte man intern auch einmal STAMA, ebenfalls
eine Marke der CHIRON Group, ins Auge gefasst, aber dann doch verworfen. Grund:
Die Schwenkhalter und das Kettenwerkzeugwechselprinzip von CHIRON bietet im
Vergleich zum Radwechselprinzip bei STAMA Vorteile bei Störkonturen. Die
neueste Maschine ist aus dem Jahr 2014. Die Bearbeitungszentren sind rund 20
Jahre im Einsatz an fünf Tagen die Woche in zwei Schichten.

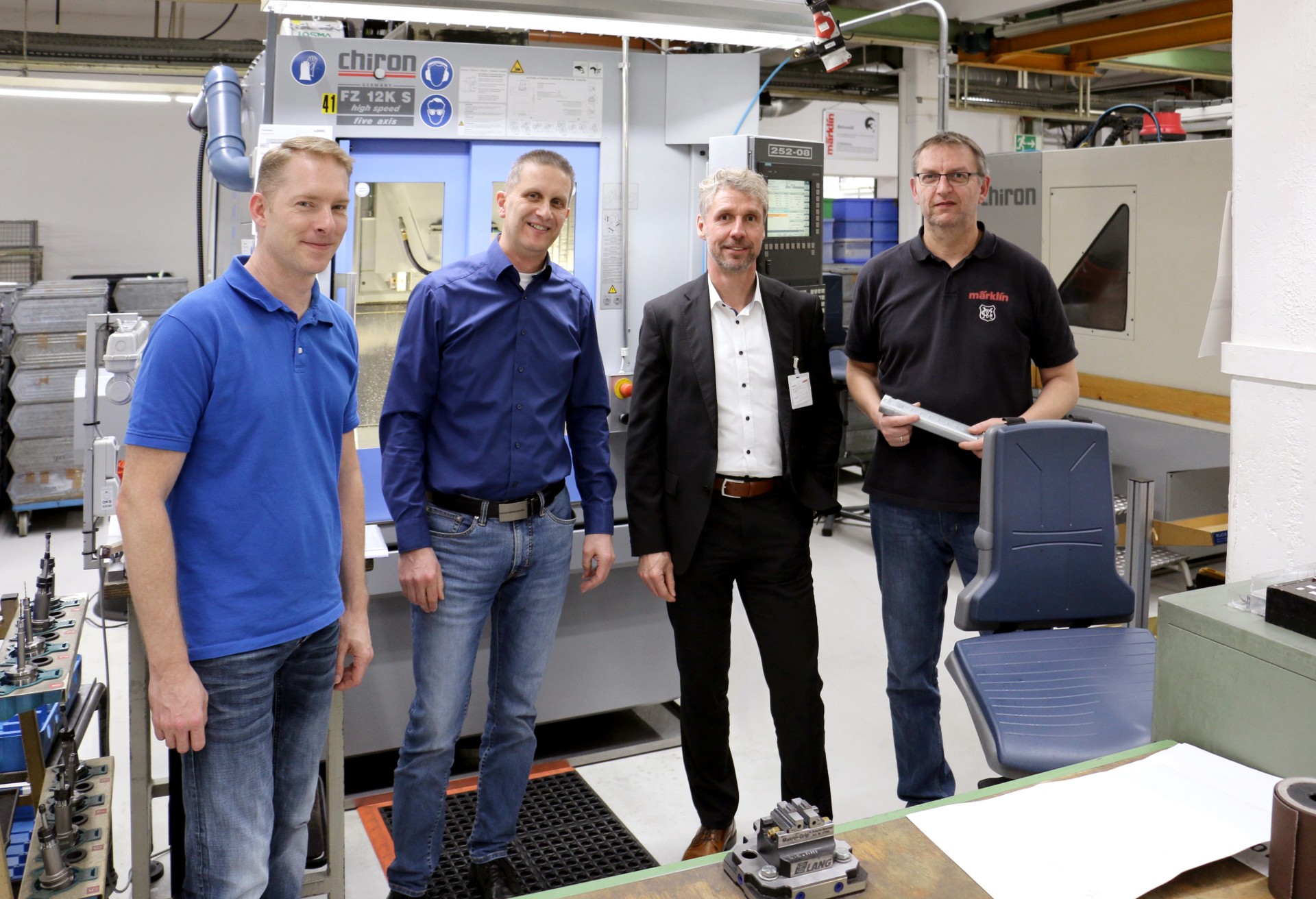
36 Jahre Partnerschaft zwischen Märklin und CHIRON (v.l.n.r.): Sven Dannenmann (Leiter Druckguss Gussbearbeitung bei Märklin), Jochen Gaißert (Fertigungsplanung bei Märklin), Bernd Hechler (Technische Beratung/Vertrieb bei CHIRON) und Michael Patschkowski (Maschineneinrichter Fertigung bei Märklin). Bildquelle: Oliver Ehm
Fertigung
modernisiert
Mittlerweile
hat sich der Fokus in der Fertigung bei Märklin wieder gewandelt. Aktuell
bearbeiten die Göppinger mit insgesamt sechs Bearbeitungszentren – drei FZ 08,
zwei FZ 08 Magnum und einer FZ 12 – in erster Linie Aufbau- und Lokgehäuse. Bei
den Antrieben setzt das Unternehmen jetzt auf Industriemotoren, die zugekauft
werden, dafür hat sich aber der Detailgrad im Aufbau und Lokgehäusebereich
erheblich erhöht. Laut den Experten von Märklin ergibt sich daraus die ständige
Herausforderung einen Mittelweg zwischen dem was gießtechnisch machbar oder nur
mit sehr hohem Aufwand erreichbar ist und dem, was sich im Nachhinein mit dem
Bearbeitungszentrum wirtschaftlicher erledigen lässt, zu finden. »Mittlerweile
sind wir in der vierten Maschinen Generation bei CHIRON.
Alles läuft sehr gut
und die Zusammenarbeit klappt perfekt«, erläutert Jochen Gaißert. Hier hebt der
Fertigungsplaner besonders die Unterstützung bezüglich Prozesszeitgenerierung
oder aber bei Machbarkeitsstudien hervor. Auch Testbearbeitungen seien möglich.
»Vor zwei Jahren waren wir mal bei CHIRON, weil wir was Neues ausprobiert
haben, da haben wir aus einem Halbzeug ein Fahrgestell gefräst. Wir haben das
zunächst hier programmiert und verschiedene Versuche gemacht, waren aber mit
dem Ergebnis nicht voll zufrieden«, erinnert sich Sven Dannenmann, Leiter
Druckguss/Gussbearbeitung bei Märklin. »Wir sind dann auf CHIRON zugegangen.
Sie haben das Programm überarbeitet und dann Probeteile gefertigt.« Jochen
Gaißert ergänzt: »Diese Konstellation der Fertigung war zu dem Zeitpunkt für
uns Neuland. Wir hatten zwar eine Fünf-Achs-Maschine, aber die verwendeten wir
nur für die Positionierung, weil wir Bohrungen in einem entsprechenden Winkel
benötigten.
In diesem Projekt wollten wir ein Fahrwerk aus dem Vollen fräsen
für die kleine Spurweite Z. Das hatten wir bis dahin noch nicht gemacht.« Sven
Dannenmann fügt hinzu: »Wenn bei uns im Haus ein neues Produkt in der
Konstruktionsphase und unsere Spezialisten vor Ort mit ihrer jahrelangen
Erfahrung fertigungstechnisch an ihre Grenzen stoßen, wenden wir uns an CHIRON
und wissen dann einen kompetenten Partner an unserer Seite.« Bernd Hechler,
Technische Beratung/Vertrieb bei CHIRON ergänzt: »Die Entwicklung liegt zu 100
Prozent in der Hand von Märklin, CHIRON kommt nur ins Spiel, wenn es wirklich
um die Anwendungen geht, bei denen die Spezialisten Unterstützung brauchen.« Da
eine der größten Herausforderungen für Märklin die Realitätstreue ist, sitzen
bei der Entwicklung und Fertigung die beteiligten Abteilungen mit im Boot, um
mögliche Probleme frühzeitig zu erkennen und gegensteuern zu können.
Je
nach Teileabhängigkeit fertigt Märklin zwischen 80 und 200 Gehäuse und
Aufbauten pro Tag. Die Laufzeiten variieren pro Teil sehr erheblich, in
Abhängigkeit der Komplexität der Teile – also der Ausstattung und den Details.
»Manchmal benötigt so ein Bauteil bis zu 4 Minuten«, erklärt Jochen Gaißert.
»Es gibt aber auch einfache Werkstücke, die innerhalb einer halben Minute
gefertigt sind.«

Bildquelle: Oliver Ehm

Bildquelle: Oliver Ehm

Bildquelle: Oliver Ehm
Automatisierung
geplant
Bei der Automatisierung der Fertigung
hat Märklin jedoch seine Schwierigkeiten. Das liegt vor allem daran, dass viele
unterschiedliche Teile bearbeitet werden und eine Automatisierung daher sehr
komplex ist. »Es gibt bereits eine Automatisierung mit einem Bürstroboter, mit
dem sich viele aber nicht alle Gehäuse bearbeiten lassen«, erklärt Sven
Dannemann, Leiter Druckguss Gussbearbeitung bei Märklin. Aber die Überlegungen
sind da, die Fertigung schrittweise zu automatisieren. Zusammen mit CHIRON
suchen die Spezialisten von Märklin nach Wegen, die Automatisierung
voranzutreiben, um die Wirtschaftlichkeit der eigenen Geschäftstätigkeit weiter
zu steigern.
Laut
Jochen Gaißert fertigt Märklin jedes Jahr eine relativ hohe Anzahl an neuen
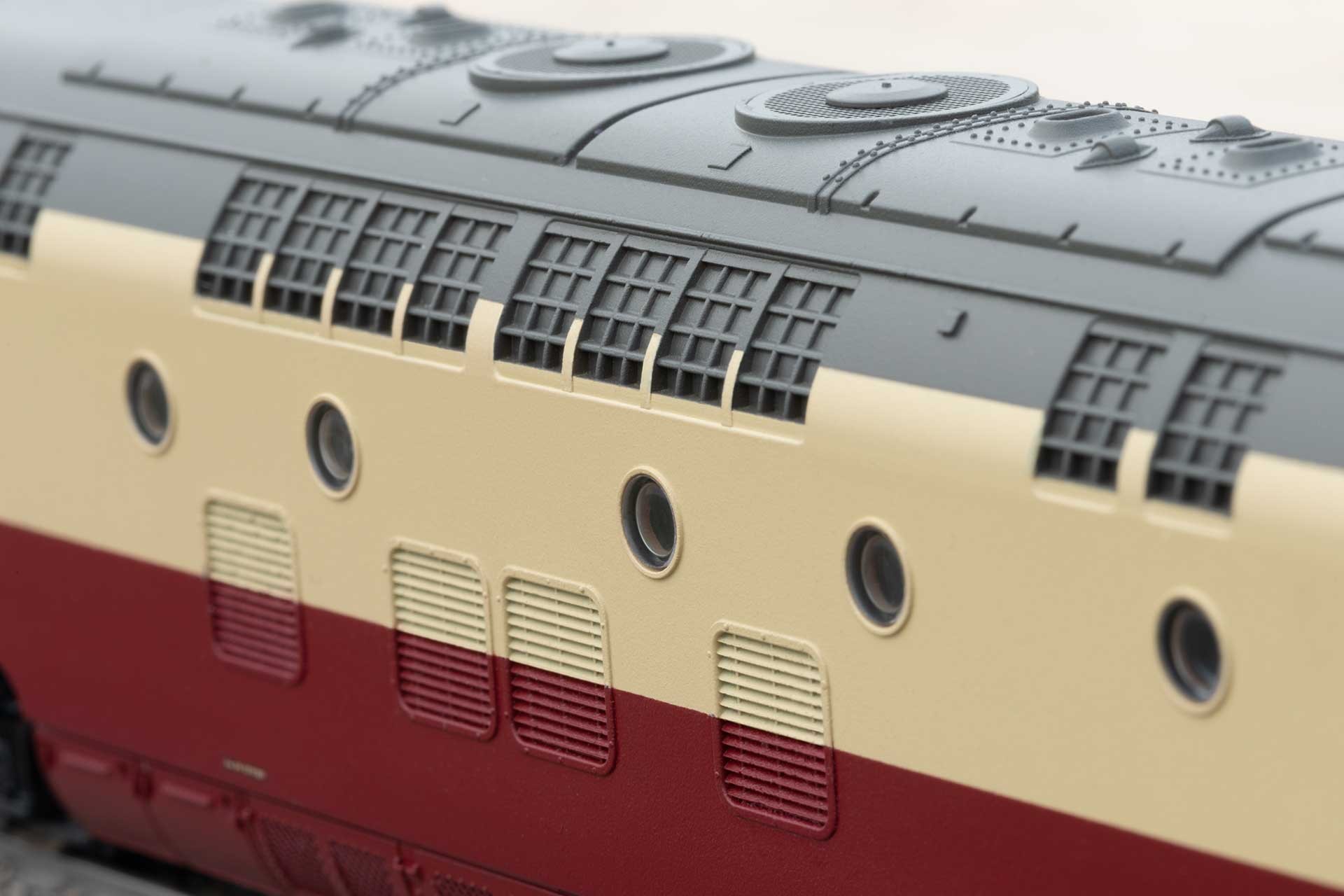
Produkten – wie dem aktuellen ›TEE Edelweiss‹, einem vierteiligen Zug, bei dem
die Aufbauten alle aus Druckguss gefertigt sind. »Modellbahn-Sammler erwarten
in kurzen Abständen neue Innovationen. Das alles muss termin- und zeitgerecht
durch die Fertigung geschleust werden«, weiß Jochen Gaißert. »Das bedeutet
einen sehr hohen Aufwand im Vorlauf, da das Zusammenspiel mit Partnerteilen
perfekt abgestimmt werden muss und wir sehr viele Positionen spanabhebend im
Präzisionsbereich bearbeiten.«

Der TEE Edelweiß von Märklin. Bildquelle: Märklin
Bildquelle: Märklin

Bildquelle: Märklin
Und dann gibt es noch die
Lokomotiven-Klassiker. »Wir haben noch sehr viele Formen aus den 50er und 60er
Jahren, die wir auch heute noch für die Fertigung hernehmen«, betont Sven
Dannenmann. »Diese Loks nennt man dann Replika.« Häufig bringt Märklin parallel
zum neuen Modell einer Lok auch das alte Modell auf den Markt, damit Sammler
die Möglichkeit erhalten, beide Modelle zu kaufen. »Das Innenleben ist dann
zwar brandneue Technik, doch der Aufbau entspricht dem damaligen Modell mit
allen seinen Eigenschaften – etwa geringeren Details und weniger Anbauteilen«,
beschreibt Jochen Gaißert. »Aber das ist genau der Charme und der Reiz, der von
den Kunden und Interessenten gewünscht wird.« Für die Fertigung bedeutet das
aber nicht gleichzeitig, dass die Bearbeitung leichter wird, nur weil der
Aufbau aus der Vergangenheit stammt. Meist ist er sogar aufwendiger, weil Form
und Werkzeuge so ausgelegt sind, dass sie modernen Ausführungen technisch
unterlegen sind und dadurch sehr viel Handarbeit investiert werden muss.
Mittelfristig
plant Märklin, eine vierachsige FZ 08 W durch eine Fünf-Achsen-Maschine zu
ersetzen. Auf diese Weise lässt sich die Wirtschaftlichkeit durch
Modernisierung erhöhen. Grund: Mit der Komplettbearbeitung sinken die
Vorrichtungs- und Rüstkosten und das Fehlerpotenzial sinkt. »Die Erfahrung mit
der fünfachsigen FZ 12 hat uns gezeigt, dass das der richtige Weg ist«, erklärt
Jochen Gaißert. »Wir arbeiten dann nicht mehr mit dem klassischen
Werkstückwechsler, sondern machen Komplettbearbeitung mit der
Fünf-Achs-Maschine, dadurch steigt auch die Flexibilität in der Fertigung.«
Jedes neue Modell verursacht Einmalkosten in Bezug auf Formen, Vorrichtungen
und Werkzeuge und da muss man schauen, an welcher Stelle im Prozess man sparen
kann. Bei kleineren Losgrößen ist die Komplettbearbeitung dem Setting mit
Werkstückwechsler klar überlegen. Wenn sich Märklin dann definitiv für die
Ersatzinvestition entscheidet, wird das Bearbeitungszentrum bestimmt wieder aus
dem Hause CHIRON stammen.
Weitere
Informationen: www.märklin.de